Verarbeitungsgrundlagen jedes Prozesses:
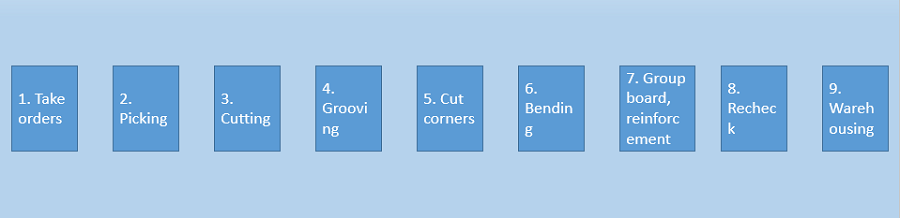
(1) Aluminiumblech Aufträge:
① Nachdem der Bediener den Bearbeitungsauftrag erhalten hat, er muss seine Absicht verstehen und prüfen, ob die in der Abbildung angegebenen Daten mit den zugehörigen Daten der Bestellung übereinstimmen
kombinieren.
② Unter den Bedingungen, die übereinstimmen, Fahren Sie mit der Materialplanung fort und gehen Sie die Verfahren zur Materialabholung durch.
(2) Kommissionierung von Aluminiumblechen:
①Je nach Typ, Spezifikation und Farbe der zu verwendenden Materialien gemäß Bestellung, nachdem der Lagerist zugestimmt und unterschrieben hat, Die Materialien werden entsprechend der Bestellmenge überprüft.
②Für den Transport aus dem Lager, Die meisten von ihnen sind Kraniche; Weniger ist manuell, und sie sollen geschnitten werden, bevor sie zur Schneidemaschine transportiert werden.
(3) Schneiden von Aluminiumblechen:
①Beim Schneiden der Verbundplatte mit einer importierten Schneidemaschine, Stellen Sie zuerst den Positionierer auf die gewünschte Größe ein, Schneiden Sie zuerst einen kleinen Punkt, und überprüfen Sie die Größe ist
Wenn es nicht der erforderlichen Größe entspricht, Beginnen Sie mit dem Schneiden, wenn es passt, und passen Sie es an, bis es passt.
②Wenn die Verbundplatte geschnitten wird, die Schnittrichtung muss von links nach rechts sein, von oben nach unten, Rückwärtsschneiden ist nicht erlaubt, und die Oberfläche der Platte muss nach oben zeigen.
Wenn zwei Personen zusammen schneiden, Sie müssen eine einfache Hand oder ein Passwort verwenden, um anzuzeigen, dass sie schneiden können, und ein Bediener kann die Kupplung niederdrücken.
③ Nach dem Schneiden, Prüfen Sie, ob die Daten der geschnittenen Platte mit dem Verarbeitungsblatt übereinstimmen, und der Fehler darf ±1,0 mm betragen.
④Legen Sie die Platte leicht auf die Reinigungsplattform, um eine Beschädigung der Plattenoberfläche zu vermeiden.
(4) Nut aus Aluminiumblech:
① Zuerst, prüfen, ob die in den Schneidplattendaten verwendeten Materialien den Anforderungen des Bearbeitungsauftrags entsprechen.
②Beim Einstechen, die Verarbeitungsauftragszeichnung muss erneut analysiert werden, bestätigt und geprägt.
③Der Betrieb dieses Elements muss eine Person erfordern, die für die Steuerung verantwortlich ist. Die Hobelrichtung sollte von links nach rechts sein, von oben nach unten, und kein Rückwärtsschneiden ist erlaubt.
Es muss ausreichend und stabil sein, und das Positionierungsrad muss eng an der Verbundplatte angebracht sein, andernfalls ist die Rillentiefe inkonsistent.
④ Stellen Sie den Monitor beim Hobeln auf die erforderliche Größe ein.
Wenn es nach den Hobelanforderungen der Verbundplatte sein muss, Die Hobeltiefe muss sicherstellen, dass die Polyäthylendicke der dekorativen Rückseite zwischen 0,3 mm und 0,5 mm liegt.
Die Breite des Hobelschlitzes liegt zwischen 3 mm und 4 mm, was das Erscheinungsbild der Rückseite nicht beeinträchtigen darf. Der Größenfehler der Schlitzposition darf ±0,5 mm betragen.
⑤ Nach dem Hobeln, Legen Sie es leicht, um Schäden am Finish zu vermeiden.
(5) Anfasen von Aluminiumblechen:
Es muss auf der Stanzmaschine gemäß der in der Abbildung gezeigten Position gestanzt werden, und der Schnittwinkel darf die Mittellinie des Hobels nicht überschreiten.
(6) Biegen von Aluminiumblech:
①Achten Sie darauf, sich nicht wiederholt zu biegen, um Ermüdungsschäden zu vermeiden. Höchstens zweimal biegen, und der zulässige Größenfehler beträgt ± 1,0 mm.
②Nach dem Biegen, Kratzen Sie mit der Rückseite des Tapetenmessers die Schutzfolie der Verbundplatte leicht an. Achten Sie darauf, die Platinenoberfläche nicht zu zerkratzen, und die Position ist 4 mm vom Biegepunkt entfernt.
links und rechts, und entfernen Sie dann die Schutzfolie.
(7) Gruppenplatte und Verstärkung aus Aluminiumblech:
①Verwenden Sie eine Mischung aus Isopropylalkohol und Wasser (1:1) oder Xylol, um die Fugen zwischen den Verbundplatten zu reinigen, der Rahmen, die Verstärkungsrippen und das 3M Klebeband.
②Das 3M-Klebeband wird zuerst mit dem Rahmen und den Verstärkungsrippen verklebt. Während der Operation, Berühren Sie das 3M nicht, nachdem Sie die Folie zerrissen haben, mit den Händen oder anderen Gegenständen.
Klebeband und gereinigte Oberflächen.
③Setzen Sie den befestigten Rahmen mit 3M-Klebeband in die Verbundplattenbox, klopfen Sie mit der Hand oder einem Gummihammer auf den angebrachten Rahmen, damit sich die Verbundplatte in die Box biegt.
In der Hakennut des angebauten Rahmens, Das 3M-Klebeband und die Verbundplatte sind fest miteinander verbunden, und der Spalt zwischen der Faltnaht der Verbundplatte weniger als 0,4 mm beträgt.
④ Gemäß den Anforderungen der Konstruktionszeichnung, Verwenden Sie die Bohrschablone, um Löcher zu bohren, der Abstand zwischen den Blindnieten beträgt 350mm, und die Lochanordnung ist von beiden Enden zur Mitte.
Aluminiumplatten werden im Leben der Menschen immer häufiger verwendet, selbstschneidende Schrauben oder Blindnieten montieren.
⑤ Die Verstärkungsrippe ist eng an der Verbundplatte befestigt, und die beiden Enden der Verstärkungsrippe und die gefaltete Kante der Verbundplatte werden durch selbstschneidende Schrauben oder Blindnieten verbunden.
Nagel, Achten Sie darauf, die Oberfläche der Platte nicht zu beschädigen.
(8) Nachinspektion von Aluminiumblechen:
①Die zulässige Abweichung der Länge und Breite der montierten Platte beträgt ±1,5 mm; die zulässige Abweichung der diagonalen Abmessung ist kleiner oder gleich 2,5 mm; Die Plattendicke beträgt ± 1,5 mm.
0.5mm; die zulässige Winkelabweichung der Eckplatte beträgt ±0,5°, Das Überschreiten dieser Daten ist ein nicht qualifiziertes Produkt.
② Überprüfen Sie, ob jeder Verarbeitungsvorgang wie erforderlich durchgeführt wird und ob die Verarbeitungswirkung eingeschränkt ist.
(9) Lagerung von Aluminiumblech:
Nach bestandener Prüfung, das Furnier und das Furnier werden einander zugewandt platziert, und in einem Winkel von 80° zur Horizontalen auf das vorgesehene Fertigregal gestellt. Beim Transport, beachten
Die Platte kann nicht horizontal angehoben werden, und es muss seitlich angehoben werden, um eine Verformung der Platte zu vermeiden.