각 공정의 가공 필수품:
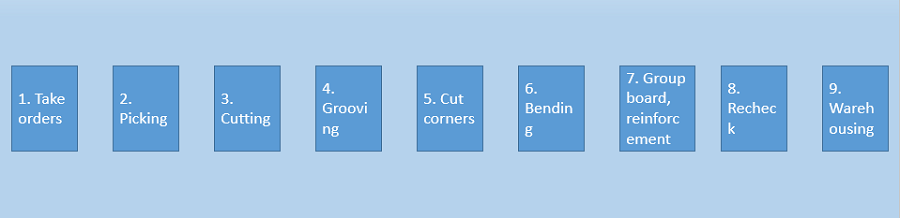
(1) 알루미늄 시트 명령:
① 운영자가 처리명령을 받은 후, 그는 그 의도를 이해하고 그림에 표시된 데이터가 주문의 관련 데이터와 일치하는지 확인해야 합니다.
결합시키다.
② 일치하는 조건에서, 자재 계획을 진행하고 자재 수거 절차를 진행합니다..
(2) 알루미늄 시트 따기:
①종류에 따라, 주문에 따라 사용되는 재료의 사양 및 색상, 창고 직원이 승인하고 서명한 후, 재료는 주문 수량에 따라 확인됩니다.
②창고반출의 경우, 대부분은 크레인; 덜 수동입니다, 절단기로 운송되기 전에 절단되어야 합니다..
(3) 알루미늄 시트 절단:
①수입절단기로 복합보드를 절단하는 경우, 먼저 포지셔너를 필요한 크기로 조정하십시오., 먼저 작은 점을 잘라, 크기를 확인하십시오
필요한 크기에 맞지 않는 경우, 일치하면 자르기 시작, 일치할 때까지 조정.
②합성판을 절단할 때, 절단 방향은 왼쪽에서 오른쪽이어야 합니다, 위에서 아래로, 역 절단은 허용되지 않습니다., 그리고 판의 표면은 위를 향해야 합니다.
두 사람이 함께 자를 때, 절단할 수 있음을 나타내기 위해 간단한 손이나 암호를 사용해야 합니다., 한 명의 작업자가 클러치를 누를 수 있습니다..
③ 절단 후, 절단판의 데이터가 가공 시트와 일치하는지 확인, 오차는 ±1.0mm로 허용됩니다..
④ 접시 표면이 손상되지 않도록 접시를 청소 플랫폼에 가볍게 올려 놓으십시오..
(4) 알루미늄 시트 그루브:
① 먼저, 커팅 플레이트 데이터에 사용된 재료가 가공 주문의 요구 사항을 충족하는지 확인하십시오..
②홈가공시, 처리 주문 도면을 재분석해야 합니다., 확인 및 성형.
③본 항목의 동작은 반드시 1인의 제어 책임이 있어야 합니다.. 대패 방향은 왼쪽에서 오른쪽이어야 합니다., 위에서 아래로, 역 절단은 허용되지 않습니다..
충분하고 안정적이어야 합니다., 위치 지정 휠은 복합 보드에 밀접하게 부착되어야 합니다., 그렇지 않으면 홈 깊이가 일치하지 않습니다..
④ 대패할 때 모니터를 필요한 크기로 조정.
복합 보드의 계획 요구 사항에 따라야 하는 경우, 대패질의 깊이는 장식용 뒷면의 폴리에틸렌 두께가 0.3mm에서 0.5mm 사이여야 합니다..
대패 슬롯의 너비는 3mm에서 4mm 사이입니다., 후면 마감의 외관에 영향을 미치지 않아야 합니다.. 슬롯 위치의 크기 오차는 ±0.5mm로 허용됩니다..
⑤ 기획 후, 마무리 손상을 피하기 위해 가볍게 두십시오.
(5) 알루미늄 시트의 모따기:
그림에 표시된 위치에 따라 펀칭기에 펀칭해야 합니다., 절단 각도는 대패의 중심선을 초과할 수 없습니다.
(6) 알루미늄 시트의 굽힘:
①피로손상을 방지하기 위해 반복적으로 구부리지 않도록 주의. 최대 두 번 구부리기, 허용 크기 오차는 ±1.0mm입니다..
②굽은 후, 벽지 칼의 뒷면을 사용하여 합성 보드의 보호 필름을 가볍게 긁습니다.. 보드 표면이 긁히지 않도록 주의하십시오., 위치는 굽힘 지점에서 4mm 떨어져 있습니다..
왼쪽과 오른쪽, 그리고 보호필름을 제거하고.
(7) 알루미늄 시트 그룹 보드 및 보강:
①이소프로필알코올/물 혼합물 사용 (1:1) 또는 복합 보드 사이의 조인트를 청소하는 자일렌, 프레임, 보강 리브와 3M 테이프.
②3M 테이프를 먼저 프레임과 보강 리브로 접착합니다.. 작동 중, 손이나 다른 물건으로 필름을 찢은 후 3M을 만지지 마십시오..
테이프 및 청소된 표면.
③3M 테이프로 부착된 프레임을 합성보드 박스에 안착, 부착된 프레임을 손이나 고무 망치로 두드려 합성 보드를 상자 안으로 구부립니다..
부속 프레임의 훅 홈에, 3M 테이프와 복합 보드가 단단히 접착되어 있습니다., 복합 보드의 접는 솔기 사이의 간격은 0.4mm 미만입니다..
④ 디자인 도면의 요구 사항에 따라, 드릴링 템플릿을 사용하여 구멍 뚫기, 블라인드 리벳 사이의 거리는 350mm입니다., 그리고 구멍 배열은 양쪽 끝에서 중간까지입니다.
그 다음에, 셀프 태핑 나사 또는 블라인드 리벳 설치.
⑤ 보강리브가 복합보드에 밀착, 보강 리브의 두 끝과 복합 보드의 접힌 가장자리는 셀프 태핑 나사 또는 블라인드 리벳으로 연결됩니다..
못, 패널 마감이 손상되지 않도록 주의.
(8) 알루미늄 시트 재검사:
①조립판의 길이와 폭의 허용편차는 ±1.5mm입니다.; 대각선 치수의 허용 편차는 2.5mm 이하; 판 두께는 ±1.5mm.
0.5mm; 코너 플레이트 각도의 허용 편차는 ±0.5°입니다., 이 데이터를 초과하는 것은 부적격 제품입니다.
② 각 처리절차가 필요에 따라 수행되는지, 처리효과가 충분한지 검토.
(9) 알루미늄 시트의 보관:
검사를 통과한 후, 베니어판과 베니어판은 마주보고 배치됩니다., 지정된 완성된 선반에 수평과 80° 각도로 배치. 운송할 때, 주의를 기울이다
플레이트를 수평으로 들어올릴 수 없음, 플레이트의 변형을 피하기 위해 측면에서 들어 올려야합니다..