Memproses keperluan setiap proses:
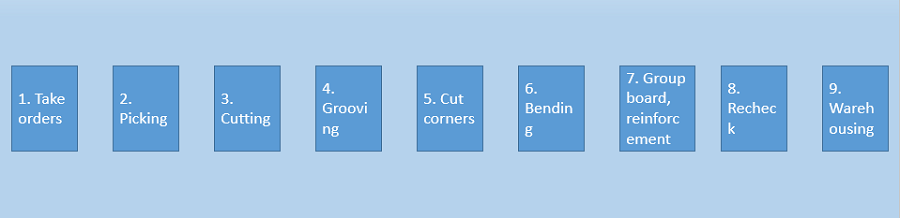
(1) Lembaran aluminium pesanan:
① Selepas operator menerima pesanan pemprosesan, dia mesti memahami niatnya dan menyemak sama ada data yang ditunjukkan dalam rajah itu konsisten dengan data berkaitan pesanan itu
Gabung.
② Di bawah syarat yang sepadan, teruskan dengan perancangan bahan dan lalui prosedur untuk mengambil bahan.
(2) Pemilihan kepingan aluminium:
①Mengikut jenis, spesifikasi dan warna bahan yang akan digunakan mengikut susunan, selepas kerani gudang meluluskan dan menandatangani, bahan-bahan disahkan mengikut kuantiti pesanan.
②Untuk pengangkutan keluar dari gudang, kebanyakannya adalah kren; kurang adalah manual, dan mereka hendaklah dipotong sebelum diangkut ke mesin pemotong.
(3) Pemotongan kepingan aluminium:
①Apabila memotong papan komposit dengan mesin pemotong yang diimport, mula-mula laraskan penentu kedudukan kepada saiz yang diperlukan, potong titik kecil dahulu, dan semak saiznya
Jika tidak menepati saiz yang diperlukan, mula memotong apabila ia sepadan, dan laraskannya sehingga ia sepadan.
②Apabila papan komposit dipotong, arah pemotongan mestilah dari kiri ke kanan, dari atas ke bawah, tiada pemotongan terbalik dibenarkan, dan permukaan plat mestilah ke atas.
Apabila dua orang sedang memotong bersama, mereka mesti menggunakan tangan mudah atau kata laluan untuk menunjukkan bahawa mereka boleh memotong, dan satu operator boleh menekan klac.
③ Selepas dipotong, semak sama ada data plat potong adalah konsisten dengan helaian pemprosesan, dan ralat dibenarkan ±1.0mm.
④Letakkan pinggan sedikit pada pelantar pembersihan untuk mengelakkan kerosakan pada permukaan pinggan.
(4) alur kepingan aluminium:
① Pertama, semak sama ada bahan yang digunakan dalam data plat pemotong memenuhi keperluan pesanan pemprosesan.
②Ketika grooving, lukisan pesanan pemprosesan mesti dianalisis semula, disahkan dan dibentuk.
③Pengendalian item ini mesti memerlukan seorang untuk bertanggungjawab ke atas kawalan. Arah mengetam hendaklah dari kiri ke kanan, dari atas ke bawah, dan tiada pemotongan terbalik dibenarkan.
Ia mesti mencukupi dan stabil, dan roda penentududukan mesti dilekatkan rapat pada papan komposit, jika tidak, kedalaman alur akan menjadi tidak konsisten.
④ Laraskan monitor kepada saiz yang diperlukan semasa merancang.
Jika ia mestilah mengikut keperluan pengetam papan komposit, kedalaman taburan mesti memastikan bahawa ketebalan polietilena bahagian belakang hiasan adalah antara 0.3mm dan 0.5mm.
Lebar slot planer adalah antara 3mm dan 4mm, yang tidak akan menjejaskan penampilan kemasan permukaan belakang. Ralat saiz kedudukan slot dibenarkan ±0.5mm.
⑤ Selepas merancang, letakkan ringan untuk mengelakkan kerosakan pada penamat.
(5) Chamfering kepingan aluminium:
Ia mesti ditebuk pada mesin penebuk mengikut kedudukan yang ditunjukkan dalam rajah, dan sudut pemotongan tidak dibenarkan melebihi garis tengah planer.
(6) Lenturan kepingan aluminium:
①Berhati-hati untuk tidak membengkok berulang kali untuk mengelakkan kerosakan keletihan. Bengkokkan paling banyak dua kali, dan ralat saiz yang dibenarkan ialah ±1.0mm.
②Selepas membongkok, gunakan bahagian belakang pisau kertas dinding untuk menggaru ringan filem pelindung papan komposit. Berhati-hati agar tidak mencalar permukaan papan, dan kedudukannya adalah 4mm dari titik lentur.
kiri dan kanan, dan kemudian keluarkan filem pelindung.
(7) Papan kumpulan kepingan aluminium dan tetulang:
①Gunakan campuran isopropil alkohol/air (1:1) atau xilena untuk membersihkan sambungan antara papan komposit, bingkai itu, rusuk pengukuh dan pita 3M.
②Pita 3M pertama kali diikat dengan bingkai dan tulang rusuk pengukuh. Semasa operasi, jangan sentuh 3M selepas mengoyakkan filem dengan tangan atau objek lain.
Pita dan permukaan yang dibersihkan.
③Dapatkan bingkai yang dipasang dengan pita 3M ke dalam kotak papan komposit, ketuk bingkai yang dipasang dengan tangan anda atau tukul getah untuk membuat papan komposit membengkok ke dalam kotak.
Dalam alur cangkuk bingkai yang dilampirkan, pita 3M dan papan komposit diikat dengan kuat, dan jurang antara jahitan lipatan papan komposit adalah kurang daripada 0.4mm.
④ Mengikut keperluan lukisan reka bentuk, gunakan templat penggerudian untuk menggerudi lubang, jarak antara rivet buta ialah 350mm, dan susunan lubang adalah dari kedua-dua hujung ke tengah.
Pemprosesan plat aluminium semasa boleh mewarnakan warna yang anda inginkan, pasang skru mengetuk sendiri atau rivet buta.
⑤ Rusuk pengukuh dilekatkan rapat pada papan komposit, dan kedua-dua hujung rusuk pengukuh dan tepi terlipat papan komposit disambungkan dengan skru mengetuk sendiri atau rivet buta.
paku, berhati-hati agar tidak merosakkan kemasan panel.
(8) Pemeriksaan semula kepingan aluminium:
①Sisihan yang dibenarkan bagi panjang dan lebar plat yang dipasang ialah ±1.5mm; sisihan yang dibenarkan bagi dimensi pepenjuru adalah kurang daripada atau sama dengan 2.5mm; ketebalan plat ialah ±1.5mm.
0.5mm; sisihan sudut yang dibenarkan bagi plat sudut ialah ±0.5°, melebihi data ini adalah produk yang tidak layak.
② Semak sama ada setiap prosedur pemprosesan dijalankan mengikut keperluan dan sama ada kesan pemprosesan itu layak.
(9) Penyimpanan kepingan aluminium:
Selepas lulus pemeriksaan, venir dan venir diletakkan secara bersemuka, dan diletakkan di atas rak siap yang ditetapkan pada sudut 80° terhadap mendatar. Semasa mengangkut, Beri perhatian kepada
Pinggan tidak boleh diangkat secara mendatar, dan ia perlu diangkat dari sisi untuk mengelakkan ubah bentuk plat.