Xử lý các yếu tố cần thiết của mỗi quy trình:
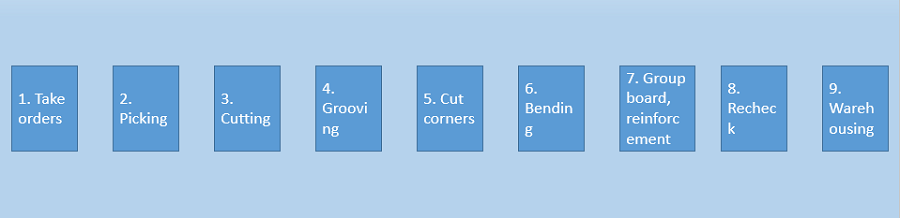
(1) Tấm nhôm đơn đặt hàng:
① Sau khi nhà điều hành nhận được lệnh xử lý, anh ta phải hiểu ý định của nó và kiểm tra xem dữ liệu được chỉ ra trong hình có phù hợp với dữ liệu liên quan của đơn đặt hàng hay không
kết hợp.
② Trong các điều kiện phù hợp, tiến hành lập kế hoạch nguyên vật liệu và làm thủ tục lấy nguyên liệu.
(2) Chọn tấm nhôm:
①Theo loại, đặc điểm kỹ thuật và màu sắc của vật liệu được sử dụng theo đơn đặt hàng, sau khi thủ kho phê duyệt và ký, các vật liệu được xác minh theo số lượng đặt hàng.
②Để vận chuyển ra khỏi kho, hầu hết chúng là cần cẩu; ít hơn là thủ công, và chúng phải được cắt trước khi được vận chuyển đến máy cắt.
(3) Cắt tấm nhôm:
①Khi cắt ván ghép bằng máy cắt nhập khẩu, đầu tiên điều chỉnh bộ định vị đến kích thước cần thiết, cắt một điểm nhỏ trước, và kiểm tra kích thước là
Nếu nó không đáp ứng kích thước yêu cầu, bắt đầu cắt khi nó phù hợp, và điều chỉnh nó cho đến khi nó khớp.
②Khi tấm ván ghép được cắt, hướng cắt phải từ trái sang phải, từ đầu đến cuối, không được phép cắt ngược, và bề mặt của tấm phải hướng lên trên.
Khi hai người đang cắt cùng nhau, họ phải sử dụng một bàn tay đơn giản hoặc một mật khẩu để chỉ ra rằng họ có thể cắt, và một người vận hành có thể nhấn ly hợp.
③ Sau khi cắt, kiểm tra xem dữ liệu của tấm cắt có phù hợp với tấm xử lý hay không, và sai số được phép là ± 1.0mm.
④Đặt nhẹ tấm lên bệ làm sạch để tránh làm hỏng bề mặt tấm.
(4) rãnh tấm nhôm:
① Đầu tiên, kiểm tra xem các vật liệu được sử dụng trong dữ liệu tấm cắt có đáp ứng các yêu cầu của trình tự chế biến hay không.
②Khi rãnh, bản vẽ trình tự xử lý phải được phân tích lại, xác nhận và định hình.
③ Hoạt động của hạng mục này phải yêu cầu một người chịu trách nhiệm kiểm soát. Hướng bào nên từ trái sang phải, từ đầu đến cuối, và không được phép cắt ngược.
Nó phải đủ và ổn định, và bánh xe định vị phải được gắn chặt vào tấm ván ghép, nếu không thì độ sâu rãnh sẽ không phù hợp.
④ Điều chỉnh màn hình đến kích thước cần thiết khi bào.
Nếu nó phải theo yêu cầu bào của tấm ván ghép, độ sâu của bào phải đảm bảo rằng độ dày polyetylen của mặt sau trang trí là từ 0,3mm đến 0,5mm.
Chiều rộng của rãnh máy bào từ 3mm đến 4mm, điều này sẽ không ảnh hưởng đến sự xuất hiện của lớp hoàn thiện bề mặt sau. Sai số kích thước của vị trí rãnh được phép là ± 0,5mm.
⑤ Sau khi bào, đặt nhẹ để tránh làm hỏng lớp sơn.
(5) Vát nhôm tấm:
Nó phải được đột trên máy đột theo vị trí như trong hình, và góc cắt không được phép vượt quá đường tâm của máy bào.
(6) Uốn tấm nhôm:
① Cẩn thận không uốn cong nhiều lần để tránh bị mỏi. Uốn nhiều nhất hai lần, và sai số kích thước cho phép là ± 1.0mm.
②Sau khi uốn, sử dụng mặt sau của con dao dán giấy dán tường để làm xước nhẹ lớp màng bảo vệ của tấm ván ghép. Cẩn thận để không làm xước bề mặt bảng, và vị trí cách điểm uốn 4mm.
bên trái và bên phải, và sau đó loại bỏ màng bảo vệ.
(7) Bảng nhóm tấm nhôm và cốt thép:
①Sử dụng hỗn hợp cồn / nước isopropyl (1:1) hoặc xylen để làm sạch các mối nối giữa bảng tổng hợp, khung, sườn gia cố và băng 3M.
②Băng 3M đầu tiên được liên kết với khung và sườn gia cố. Trong quá trình hoạt động, Không chạm vào 3M sau khi xé phim bằng tay hoặc các vật khác.
Băng và làm sạch bề mặt.
③ Dán khung đính kèm bằng băng keo 3M vào hộp bảng tổng hợp, dùng tay hoặc búa cao su gõ nhẹ vào khung đính kèm để làm cho tấm ván ghép uốn cong vào hộp.
Trong rãnh móc của khung đính kèm, băng 3M và bảng tổng hợp được liên kết chắc chắn, và khoảng cách giữa đường gấp khúc của tấm ghép nhỏ hơn 0,4mm.
④ Theo yêu cầu của bản vẽ thiết kế, sử dụng mẫu khoan để khoan lỗ, khoảng cách giữa các đinh tán mù là 350mm, và cách sắp xếp lỗ từ hai đầu đến giữa.
Gia công nhôm tấm hiện nay có thể pha màu theo ý muốn, lắp vít tự khai thác hoặc đinh tán mù.
⑤ Sườn gia cường được gắn chặt vào tấm ván ghép, và hai đầu của sườn tăng cường và mép gấp của tấm tổng hợp được nối với nhau bằng vít tự khai thác hoặc đinh tán mù.
Móng tay, cẩn thận để không làm hỏng kết thúc của bảng điều khiển.
(8) Tái kiểm tra tấm nhôm:
① Sai lệch cho phép của chiều dài và chiều rộng của tấm lắp ráp là ± 1,5mm; độ lệch cho phép của kích thước đường chéo nhỏ hơn hoặc bằng 2,5mm; độ dày tấm là ± 1.5mm.
0.5mm; độ lệch cho phép của góc của tấm góc là ± 0,5 °, Vượt quá dữ liệu này là một sản phẩm không đủ tiêu chuẩn.
② Xem xét liệu từng quy trình xử lý có được thực hiện theo yêu cầu hay không và hiệu quả xử lý có đủ tiêu chuẩn hay không.
(9) Bảo quản tấm nhôm:
Sau khi vượt qua kiểm tra, veneer và veneer được đặt đối mặt với nhau, và được đặt trên kệ thành phẩm được chỉ định ở góc 80 ° so với phương ngang. Khi vận chuyển, chú ý đến
Tấm không thể được nâng theo chiều ngang, và nó được yêu cầu phải được nâng lên từ bên cạnh để tránh biến dạng của tấm.