Ang aluminyo ay isang magaan na timbang, kaagnasian-resistant, at versatile metal na malawakang ginagamit sa iba't ibang industriya, tulad ng automotive, aerospace, konstruksiyon, at pagmamanupaktura. Gayunpaman, welding aluminyo ay maaaring maging mapaghamong dahil sa kanyang natatanging mga katangian, tulad ng mataas na thermal kondaktibiti, mababang punto ng pagtunaw, at pagbuo ng oksido. Sa blog na ito, Kami ay magbibigay ng ilang mga pangunahing impormasyon tungkol sa aluminyo hinang, kasama na ang mga karaniwang pamamaraan, tagapuno metal pagpili, paghahanda, at mga aplikasyon.
Mga Designasyon ng Aluminyo Alloy at Temper
Bago kami sumisid sa mga pamamaraan ng hinang, Mahalagang maunawaan ang iba't ibang uri ng aluminyo alloys at ang kanilang mga pagtatalaga. Ang mga haluang metal ng aluminyo ay inuri sa dalawang grupo: ginawa at itinapon. Ang mga haluang metal na gawa ay nabuo sa pamamagitan ng mga proseso ng makina, tulad ng paggulong, paglabas ng mga, o pagkukubli, habang cast alloys ay nabuo sa pamamagitan ng pagbubuhos ng tinunaw na metal sa molds.
Ang mga haluang metal na gawa ay nahahati pa sa walong serye, batay sa kanilang mga pangunahing elemento ng alloying. Ang pinaka karaniwang serye ay ang 1xxx, 3xxx, 5xxx, at 6xxx series, na naglalaman ng aluminyo, mangga, magnesiyo, at magnesiyo-siliniyum, ayon sa pagkakabanggit. Ang bawat serye ay may iba't ibang mga katangian at aplikasyon, depende sa haluang metal komposisyon at init paggamot. Halimbawa, ang 1xxx series ay may mataas na electrical at thermal kondaktibiti, pero mababa ang lakas, habang ang 6xxx series ay may katamtamang lakas at magandang formability, pero mas mababa ang resistensya ng corrosion.
Ang temper designation ay nagpapahiwatig ng mga katangiang mekanikal at ang kondisyon ng haluang metal, tulad ng kung ito ay annealed, gawa gawa sa lamig, o init na init. Ang temper designation ay binubuo ng isang titik na sinusundan ng isa o higit pang digit. Ang pinaka karaniwang mga tempers ay O (annealed), H (pinatigas ng strain), T (thermally ginagamot), at K (tulad ng gawa gawa). Halimbawa, 6061-T6 ay isang wrought haluang metal ng 6xxx serye na ay solusyon init ginagamot at artipisyal na may edad na upang makamit ang isang mataas na antas ng lakas.

Ang mga cast alloys ay itinalaga ng isang apat na digit na numero, sinusundan ng desimal point at temper designation. Ang unang digit ay nagpapahiwatig ng pangunahing elemento ng alloying, ang ikalawang digit ay nagpapahiwatig ng pagbabago ng haluang metal, at ang huling dalawang digit ay tumutukoy sa tiyak na haluang metal. Halimbawa, 356.0 ay isang cast haluang metal na naglalaman ng higit sa lahat aluminyo, silicon, at magnesium, at may pagkamakasarili na parang itinapon.
Filler Metal Pagpili
Ang pagpili ng filler metal para sa aluminyo welding ay depende sa base metal komposisyon, ang nais na mga katangian ng hinang, at ang proseso ng hinang. Ang tagapuno ng metal ay dapat magkaroon ng isang katulad na hanay ng pagtunaw at kemikal na pagiging tugma sa base metal, pati na rin ang sapat na lakas, ductility, at kaagnaan pagtutol. Ang tagapuno ng metal ay dapat ding i minimize ang pagbuo ng mga depekto, tulad ng porosity, pag crack na, at kawalan ng fusion.
Ang pinaka karaniwang mga tagapuno ng metal para sa aluminyo welding ay ang 4xxx at 5xxx series, na naglalaman ng silikon at magnesium, ayon sa pagkakabanggit. Silicon ay idinagdag upang ibaba ang punto ng pagtunaw at mapabuti ang pagkatubig ng filler metal, habang magnesium ay idinagdag upang madagdagan ang lakas at kaagnasan paglaban ng hinang. Ang 4xxx series ay angkop para sa hinang cast alloys, habang ang 5xxx series ay angkop para sa hinang wrought alloys.
Ang filler metal selection ay depende rin sa proseso ng hinang, bilang iba't ibang mga proseso ay may iba't ibang mga kinakailangan para sa filler metal form, laki ng, at feedability. Halimbawa, gas tungsten arc hinang (GTAW) gumagamit ng filler rod na manu manong pinapakain sa weld pool, habang gas metal arc welding (GMAW) gumagamit ng filler wire na patuloy na pinapakain ng wire feeder. Ang filler rod o wire ay dapat magkaroon ng diameter na tumutugma sa kapal ng base metal at ang kasalukuyang antas.

Ang sumusunod na talahanayan ay nagpapakita ng isang pangkalahatang gabay para sa pagpili ng filler metal para sa aluminyo welding, batay sa base metal haluang metal at ang proseso ng hinang. Gayunpaman, Ang talahanayan na ito ay hindi lubos at hindi sumasaklaw sa lahat ng posibleng kumbinasyon at kondisyon. Samakatuwid, Ito ay ipinapayong kumonsulta sa filler metal tagagawa o ang hinang code para sa mga tiyak na rekomendasyon.
Talahanayan
| Base Metal haluang metal | GTAW Filler Rod | GMAW tagapuno ng wire |
| 1xxx | 1100 o 4043 | 1100 o 4043 |
| 2xxx | 2319 o 4043 | 2319 o 4043 |
| 3xxx | 4043 o 5356 | 4043 o 5356 |
| 4xxx | 4043 o 4145 | 4043 o 4145 |
| 5xxx | 5356 o 5183 | 5356 o 5183 |
| 6xxx | 4043 o 5356 | 4043 o 5356 |
| 7xxx | 4043 o 5356 | 4043 o 5356 |
| Cast Alloys | 4043 o 4047 | 4043 o 4047 |
Paghahanda para sa Welding
Upang makamit ang isang mataas na kalidad na hinang, ito ay mahalaga upang ihanda ang base metal at ang tagapuno metal nang maayos bago hinang. Kabilang sa mga hakbang sa paghahanda ang paglilinis, pagputol, magkasanib na disenyo, at preheating.
Paglilinis
Ang paglilinis ng base metal at ang filler metal ay kinakailangan upang alisin ang anumang mga contaminants na maaaring makaapekto sa kalidad ng hinang, tulad ng dumi, langis, grease, oksido de, o kahalumigmigan. Ang mga contaminants ay maaaring maging sanhi ng mga depekto, tulad ng porosity, kakulangan ng fusion, o pag crack, pati na rin bawasan ang lakas at kaagnasan paglaban ng hinang.
Ang mga pamamaraan ng paglilinis ay depende sa uri at antas ng kontaminasyon, pati na rin ang proseso ng hinang. Ang ilan sa mga karaniwang pamamaraan ng paglilinis ay:
- Mekanikal na paglilinis: Ang pamamaraang ito ay nagsasangkot ng paggamit ng isang hindi kinakalawang na asero wire brush, isang disc ng sanding, o isang gilingang pinepedalan upang alisin ang ibabaw oksido layer at anumang maluwag particle. Ang mekanikal na paglilinis ay dapat gawin sa direksyon ng hinang at lamang sa lugar na welded. Ang tool sa paglilinis ay dapat gamitin lamang para sa aluminyo at hindi para sa iba pang mga metal, para maiwasan ang cross contamination.
- Paglilinis ng kemikal: Ang pamamaraang ito ay nagsasangkot ng paggamit ng isang solvent, isang asido, o isang alkalina solusyon upang matunaw o maluwag ang oksido layer at anumang organic residues. Ang paglilinis ng kemikal ay dapat gawin nang may tamang pag iingat sa kaligtasan at sinusundan ng pagbanlawan at pagpapatayo. Ang solusyon sa paglilinis ay dapat na katugma sa aluminyo haluang metal at ang tagapuno ng metal, at hindi dapat mag iwan ng anumang mapanganib na nalalabi.
- Degreasing: Ang pamamaraang ito ay nagsasangkot ng paggamit ng isang degreaser, tulad ng acetone, alak, o trichloroethylene, upang alisin ang anumang langis o grasa mula sa ibabaw. Ang degreasing ay dapat gawin gamit ang malinis na tela o isang spray, at sinusundan ng pagpunas o pagpapatuyo ng hangin. Ang degreaser ay hindi dapat maglaman ng anumang chlorinated hydrocarbons, bilang maaari silang maging sanhi ng hydrogen embrittlement at pagbasag.
Ang paglilinis ay dapat gawin nang malapit hangga't maaari sa oras ng hinang, bilang aluminyo ay may posibilidad na bumuo ng isang manipis na layer ng oksido mabilis kapag nakalantad sa hangin. Ang layer ng oksido ay may mas mataas na punto ng pagtunaw kaysa sa base metal at maaaring makagambala sa pagtagos ng hinang at fusion. Samakatuwid, Inirerekomenda na hinangin sa loob ng ilang oras pagkatapos ng paglilinis, o gumamit ng shielding gas o flux para maprotektahan ang weld area mula sa oksihenasyon.
Pagputol
Ang pagputol ng base metal ay kinakailangan upang lumikha ng nais na hugis at laki ng workpiece, pati na rin upang ihanda ang magkasanib na gilid para sa welding. Ang paraan ng pagputol ay dapat makabuo ng isang makinis, malinis na, at parisukat na gilid, walang labis na pagbaluktot, mga burr, o slag.
Ang ilan sa mga karaniwang pamamaraan ng pagputol para sa aluminyo ay:
- Paggupit: Ang pamamaraang ito ay nagsasangkot ng paggamit ng isang gupitin machine upang i cut ang metal na may isang talim o isang suntok. Ang paggupit ay angkop para sa manipis na sheet at simpleng hugis, pero pwede itong maging sanhi ng distortion at edge hardening.
- Paghahasik: Ang pamamaraang ito ay nagsasangkot ng paggamit ng isang pabilog na saw, isang banda ang nakita, o kaya hacksaw para maputol ang metal na may ngipin na blade. Ang Sawing ay angkop para sa makapal na plato at kumplikadong hugis, pero pwede itong magdulot ng ingay, alikabok na, at init.
- Pagputol ng plasma: Ang pamamaraang ito ay nagsasangkot ng paggamit ng isang plasma torch upang i cut ang metal na may isang jet ng ionized gas. Ang pagputol ng plasma ay angkop para sa anumang kapal at hugis, pero pwede itong maging sanhi ng dross, slag, at zone na apektado ng init.
- Laser pagputol: Ang pamamaraang ito ay nagsasangkot ng paggamit ng isang laser beam upang i cut ang metal na may isang nakatuon na beam ng liwanag. Ang pagputol ng laser ay angkop para sa anumang kapal at hugis, Ngunit maaari itong maging sanhi ng zone na apektado ng init at mataas na gastos.
Ang paraan ng pagputol ay dapat na pinili batay sa kapal ng materyal, ang nais na katumpakan, ang mga magagamit na kagamitan, at ang gastos. Ang bilis ng pagputol at ang rate ng feed ay dapat na nababagay ayon sa mga rekomendasyon ng tagagawa, para hindi mag overheat, warping, o pag crack. Ang pagputol gilid ay dapat na inspeksyon para sa anumang mga depekto o irregularities, at nilinis kung kinakailangan.
Pinagsamang Disenyo
Ang magkasanib na disenyo ay ang proseso ng pagpili at pag aayos ng magkasanib na uri, ang magkasanib na geometry, ang joint fit up, at ang magkasanib na agwat para sa hinang. Ang magkasanib na disenyo ay dapat magbigay ng sapat na lakas, pagkakahanay, at accessibility para sa hinang, pati na rin ang minimize ang pagbaluktot, stress na stress, at pag crack.
Ang magkasanib na uri ay ang pagsasaayos ng magkasanib na, tulad ng puwet, kanto, lap lap, tee, o gilid. Ang pinagsamang uri ay dapat na pinili batay sa kapal ng materyal, ang direksyon ng load, ang weld position, at ang proseso ng hinang. Halimbawa, Ang isang butt joint ay angkop para sa pagsali sa dalawang plato ng parehong kapal, habang ang isang lap joint ay angkop para sa pagsali ng dalawang plato ng iba't ibang mga kapal.
Ang joint geometry ay ang hugis at anggulo ng magkasanib na gilid, tulad ng parisukat, bevel, V, U, J, o double-V. Ang magkasanib na geometry ay dapat na pinili batay sa kapal ng materyal, ang hinang pagtagos, at ang hinang
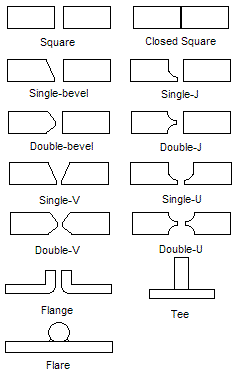
proseso ng. Halimbawa, Ang isang parisukat na gilid ay angkop para sa manipis na plato, habang ang isang gilid ng bevel ay angkop para sa makapal na plato.
Ang magkasanib na magkasya ay ang pagkakahanay at pagpoposisyon ng mga gilid ng kasukasuan, tulad ng flush, offset na, o di magkatugma. Ang magkasanib na fit up ay dapat na pinili batay sa kapal ng materyal, ang laki ng hinang, at ang proseso ng hinang. Halimbawa, Ang flush fit up ay angkop para sa manipis na plato, habang ang isang offset fit up ay angkop para sa makapal na plato.
Ang magkasanib na agwat ay ang distansya sa pagitan ng magkasanib na mga gilid, na nakakaapekto sa hinang pagtagos at fusion. Ang magkasanib na agwat ay dapat na pinili batay sa kapal ng materyal, ang tagapuno ng metal, at ang proseso ng hinang. Halimbawa, Ang isang maliit na agwat ay angkop para sa manipis na plato, habang ang isang malaking agwat ay angkop para sa makapal na plato.
Ang sumusunod na talahanayan ay nagpapakita ng isang pangkalahatang gabay para sa pagpili ng magkasanib na disenyo para sa aluminyo welding, batay sa materyal na kapal at ang proseso ng hinang. Gayunpaman, Ang talahanayan na ito ay hindi lubos at hindi sumasaklaw sa lahat ng posibleng kumbinasyon at kondisyon. Samakatuwid, Ito ay ipinapayong kumonsulta sa welding code o ang hinang engineer para sa mga tiyak na rekomendasyon.
Talahanayan
| Kapal ng Materyal | Pinagsamang Uri | Pinagsamang Geometry | Joint Fit up | Joint Gap | Proseso ng Welding |
| Mas mababa kaysa sa 3 mm | Puwit | parisukat | Flush | 0.5 mm | GTAW o GMAW |
| 3 sa 6 mm | Puwit | V o U | Flush | 1 sa 2 mm | GTAW o GMAW |
| 6 sa 12 mm | Puwit | V o U | Offset | 2 sa 4 mm | GTAW o GMAW |
| Higit pa sa 12 mm | Puwit | Double-V o J | Offset | 4 sa 6 mm | GTAW o GMAW |
| Kahit anong kapal | Lap | parisukat | Flush | 0 sa 1 mm | GTAW o GMAW |
| Kahit anong kapal | Tee | parisukat | Flush | 0 sa 1 mm | GTAW o GMAW |
| Kahit anong kapal | Kanto | parisukat | Flush | 0 sa 1 mm | GTAW o GMAW |
| Kahit anong kapal | Edge | parisukat | Flush | 0 sa 1 mm | GTAW o GMAW |
Preheating
Preheating ang base metal ay ang proseso ng paglalapat ng init sa metal bago hinang, upang itaas ang temperatura nito sa isang tiyak na hanay. Preheating ay kinakailangan para sa ilang mga aluminyo alloys, lalo na ang mga haluang metal na nagagamot sa init, tulad ng 2xxx, 6xxx, at 7xxx series, para maiwasan ang pagbasag at pagbaluktot.
Preheating ay maaaring magbigay ng mga sumusunod na benepisyo para sa aluminyo hinang:
- Bawasan ang thermal gradient at ang thermal shock, na maaaring maging sanhi ng pagbasag at pagbaluktot.
- Dagdagan ang solubility at ang pagkalat ng hydrogen, na maaaring maging sanhi ng porosity.
- Bawasan ang katigasan at ang lakas ng base metal, na maaaring mapabuti ang weldability at ang ductility.
- Bawasan ang pag urong at ang natitirang stress, na maaaring maging sanhi ng pagbaluktot at pagbasag.
Ang preheating temperatura at oras ay depende sa base metal haluang metal, ang kapal ng material, ang magkasanib na disenyo, at ang proseso ng hinang. Ang preheating temperatura ay dapat na sapat na mataas upang makamit ang ninanais na mga epekto, pero mababa lang para hindi mag overheat, natutunaw na, o pagsunog ng metal. Ang oras ng preheating ay dapat na sapat na mahaba upang matiyak ang isang unipormeng pamamahagi ng temperatura, ngunit sapat na maikli upang maiwasan ang oksihenasyon, pagkasira ng kalagayan, o pagtanda ng metal.
Ang sumusunod na talahanayan ay nagpapakita ng isang pangkalahatang gabay para sa pagpili ng preheating temperatura at oras para sa aluminyo welding, batay sa base metal haluang metal at ang kapal ng materyal. Gayunpaman, Ang talahanayan na ito ay hindi lubos at hindi sumasaklaw sa lahat ng posibleng kumbinasyon at kondisyon. Samakatuwid, Ito ay ipinapayong kumonsulta sa welding code o ang hinang engineer para sa mga tiyak na rekomendasyon.
| Base Metal haluang metal | Kapal ng Materyal | Preheating Temperatura | Oras ng Preheating |
| 1xxx | Kahit anong kapal | Wala na | Wala na |
| 3xxx | Kahit anong kapal | Wala na | Wala na |
| 4xxx | Kahit anong kapal | Wala na | Wala na |
| 5xxx | Mas mababa kaysa sa 6 mm | Wala na | Wala na |
| 5xxx | 6 sa 12 mm | 100 sa 150 °C | 10 sa 15 min |
| 5xxx | Higit pa sa 12 mm | 150 sa 200 °C | 15 sa 20 min |
| 6xxx | Mas mababa kaysa sa 6 mm | Wala na | Wala na |
| 6xxx | 6 sa 12 mm | 100 sa 150 °C | 10 sa 15 min |
| 6xxx | Higit pa sa 12 mm | 150 sa 200 °C | 15 sa 20 min |
| 7xxx | Mas mababa kaysa sa 6 mm | Wala na | Wala na |
| 7xxx | 6 sa 12 mm | 100 sa 150 °C | 10 sa 15 min |
Ang paraan ng preheating ay maaaring gawin sa pamamagitan ng paggamit ng isang gas torch, isang electric heater, isang induction coil, o isang oven. Ang paraan ng preheating ay dapat na pinili batay sa laki ng materyal, ang magkasanib na lokasyon, at ang mga magagamit na kagamitan. Ang paraan ng preheating ay dapat tiyakin ang isang pare pareho at kinokontrol na pag init, nang walang overheating, natutunaw na, o pagsunog ng metal.
Ang temperatura at oras ng preheating ay dapat na sinusubaybayan at na verify sa pamamagitan ng paggamit ng isang thermometer, isang pyrometer, isang thermocouple, o isang krayola na nagpapahiwatig ng temperatura. Ang preheating temperatura at oras ay dapat na pinananatili hanggang sa ang hinang ay nakumpleto, upang maiwasan ang thermal fluctuations at cracking.
Mga Proseso ng Welding
Mayroong iba't ibang mga proseso ng hinang na maaaring magamit para sa aluminyo welding, tulad ng gas tungsten arc welding (GTAW), gas metal arc hinang (GMAW), Hinang ng Arc na Pinahiran ng Flux (FCAW), plasma arc hinang (PAW), at laser beam welding (LBW). Ang bawat proseso ng hinang ay may sariling mga kalamangan at kahinaan, depende sa kapal ng material, ang magkasanib na disenyo, ang weld position, at ang kalidad ng hinang.
Ang sumusunod na talahanayan ay nagpapakita ng isang pangkalahatang paghahambing ng mga proseso ng hinang para sa aluminyo hinang, batay sa kapal ng materyal, ang bilis ng welding, ang hinangin ng hitsura, ang hinang pagtagos, at ang mga depekto sa weld. Gayunpaman, Ang talahanayan na ito ay hindi lubos at hindi sumasaklaw sa lahat ng posibleng kumbinasyon at kondisyon. Samakatuwid, Ito ay ipinapayong kumonsulta sa welding code o ang hinang engineer para sa mga tiyak na rekomendasyon.
Talahanayan
| Proseso ng Welding | Kapal ng Materyal | Bilis ng hinang | Hitsura ng Weld | Weld Penetration | Mga Depekto sa Weld |
| GTAW | Kahit anong kapal | Mabagal | Napakahusay | Mabuti na lang | Porosity, pag crack na |
| GMAW | Kahit anong kapal | Mabilis na | Mabuti na lang | Mabuti na lang | Porosity, spatter, kakulangan ng fusion |
| FCAW | Higit pa sa 3 mm | Mabilis na | Fair | Fair | Porosity, slag, kakulangan ng fusion |
| PAW | Higit pa sa 3 mm | Mabilis na | Napakahusay | Napakahusay | Porosity, pag crack na |
| LBW | Mas mababa kaysa sa 6 mm | Napakabilis | Napakahusay | Napakahusay | Pag crack, pagbaluktot |
Gas Tungsten Arc Welding (GTAW)
Gas tungsten arc hinang (GTAW), kilala rin bilang tungsten inert gas (TIG) hinang, ay isang proseso ng hinang na gumagamit ng isang hindi nauubos na tungsten electrode upang lumikha ng isang arc sa pagitan ng elektrod at ang workpiece, at isang filler rod para magdagdag ng metal sa weld pool. Ang arc at ang weld pool ay protektado ng isang shielding gas, tulad ng argon o helium, upang maiwasan ang oksihenasyon at kontaminasyon.
Ang GTAW ay angkop para sa hinang manipis hanggang makapal na aluminyo plate, bilang ito ay nagbibigay ng mahusay na hinangin hitsura, magandang hinang pagtagos, at mababang mga depekto sa hinang. Pinapayagan din ng GTAW ang tumpak na kontrol sa input ng init, ang haba ng arc, at ang filler metal karagdagan, na maaaring mapabuti ang kalidad ng weld at mabawasan ang pagbaluktot. Gayunpaman, Ang GTAW ay isang mabagal at kumplikadong proseso ng hinang, na nangangailangan ng mataas na kasanayan at karanasan, pati na rin ang mga espesyal na kagamitan at accessories.
Ang mga sumusunod ay ilan sa mga pangunahing kadahilanan na nakakaapekto sa pagganap at kalidad ng GTAW para sa aluminyo welding:
- Pagpili ng elektrod: Ang elektrod ay dapat na ginawa ng purong tungsten o tungsten na haluang metal na may thorium, Cerium, o lanthanum, upang mapabuti ang arc katatagan at ang electrode buhay. Ang elektrod ay dapat magkaroon ng isang diameter na tumutugma sa kasalukuyang antas at ang kapal ng materyal, at isang tip hugis na tumutugma sa mga katangian ng arc at ang hinang pagtagos. Halimbawa, Ang isang nakaturo na tip ay angkop para sa mababang kasalukuyang at malalim na pagtagos, habang ang isang spherical tip ay angkop para sa mataas na kasalukuyang at mababaw na pagtagos.
- Polaridad ng elektrod: Ang polaridad ng elektrod ay dapat na alternating kasalukuyang (AC), upang makamit ang isang balanse sa pagitan ng paglilinis at ang mga epekto ng pagtagos. Ang epekto ng paglilinis ay ang pag alis ng layer ng oksido mula sa base metal sa pamamagitan ng elektrod positibo (EP) pag-ikot, habang ang penetration effect ay ang pagtunaw ng base metal ng electrode negative (EN) pag-ikot. Ang balanse sa pagitan ng paglilinis at ang mga epekto ng pagtagos ay maaaring ayusin sa pamamagitan ng pagbabago ng dalas ng AC, ang balanse ng AC, at ang porma ng alon. Halimbawa, isang mas mataas na dalas, isang mas mababang balanse, at isang parisukat na waveform ay maaaring dagdagan ang epekto ng pagtagos, habang ang isang mas mababang dalas, isang mas mataas na balanse, at isang sine waveform ay maaaring dagdagan ang paglilinis epekto.
- Shielding pagpili ng gas: Ang shielding gas ay dapat purong argon o argon na hinaluan ng helium, upang maprotektahan ang arc at ang weld pool mula sa oksihenasyon at kontaminasyon. Ang shielding gas ay dapat magkaroon ng isang rate ng daloy na tumutugma sa laki ng nozzle at ang kasalukuyang antas, at isang presyon na tumutugma sa mga kondisyon ng ambient at ang posisyon ng hinang. Halimbawa, Ang isang mas mataas na rate ng daloy at isang mas mataas na presyon ay angkop para sa mahangin o overhead welding, habang ang isang mas mababang daloy rate at isang mas mababang presyon ay angkop para sa kalmado o flat welding.
- Filler metal pagpili: Ang filler metal ay dapat na katugma sa base metal, tulad ng tinalakay sa nakaraang bahagi. Ang filler metal ay dapat magkaroon ng diameter na tumutugma sa kapal ng materyal at ang kasalukuyang antas, at isang haba na tumutugma sa magkasanib na haba at ang posisyon ng hinang. Ang filler metal ay dapat na malinis at tuyo, at naka imbak sa isang selyadong lalagyan upang maiwasan ang kontaminasyon at pagsipsip ng kahalumigmigan. Ang filler metal ay dapat na manu manong fed sa weld pool sa isang angkop na anggulo at bilis, para hindi mag overheat, natutunaw na, o sobrang lamig.
- Pamamaraan ng hinang: Ang pamamaraan ng hinang ay dapat magbigay ng isang makinis at pare pareho ang hinang bead, may sapat na fusion, pagtagos, at pagpapatibay. Ang pamamaraan ng hinang ay dapat ding i minimize ang input ng init, ang distortion, at ang mga depekto. Ang pamamaraan ng hinang ay depende sa kapal ng materyal, ang magkasanib na disenyo, ang weld position, at ang galing at kagustuhan ng welder. Ang ilan sa mga karaniwang pamamaraan ng hinang ay:
- Pamamaraan ng forehand: Ang pamamaraan na ito ay nagsasangkot ng paglipat ng sulo at ang filler rod sa parehong direksyon, mula kaliwa pakanan o mula kanan hanggang kaliwa, depende sa handedness ng welder. Ang sulo at ang filler rod ay dapat bumuo ng isang anggulo ng 10 sa 20 mga degree na may workpiece, at ang haba ng arc ay dapat 1 sa 2 mm. Ang sulo at ang filler rod ay dapat gumalaw sa isang tuwid o isang bahagyang oscillating paggalaw, upang lumikha ng isang uniporme at makitid na hinang bead. Ang forehand na pamamaraan ay angkop para sa manipis sa daluyan ng mga plato, bilang ito ay nagbibigay ng mabilis na bilis ng hinang, ganda ng itsura ng hinang, at mababang init input.
- Diskarteng backhand: Ang pamamaraan na ito ay nagsasangkot ng paglipat ng sulo at ang filler rod sa kabaligtaran direksyon, mula kanan hanggang kaliwa o mula kaliwa hanggang kanan, depende sa handedness ng welder. Ang sulo at ang filler rod ay dapat bumuo ng isang anggulo ng 20 sa 30 mga degree na may workpiece, at ang haba ng arc ay dapat 2 sa 3 mm. Ang sulo at ang filler rod ay dapat gumalaw sa isang pabilog o isang tatsulok na paggalaw, upang lumikha ng isang malawak at malalim na hinang bead. Ang pamamaraan ng backhand ay angkop para sa daluyan hanggang makapal na plato, bilang ito ay nagbibigay ng mabagal na bilis ng hinang, magandang hinang pagtagos, at mataas na init input.
Gas Metal Arc Welding (GMAW)
Gas metal arc hinang (GMAW), kilala rin bilang metal inert gas (MIG) hinang, ay isang proseso ng hinang na gumagamit ng isang nauubos na wire electrode upang lumikha ng isang arc sa pagitan ng elektrod at ang workpiece, at para magdagdag ng metal sa weld pool. Ang arc at ang weld pool ay protektado ng isang shielding gas, tulad ng argon o argon na hinaluan ng oxygen, carbon dioxide, o helium, upang maiwasan ang oksihenasyon at kontaminasyon.
GMAW ay angkop para sa hinang manipis sa makapal na aluminyo plates, bilang ito ay nagbibigay ng mabilis na bilis ng hinang, magandang hinang pagtagos, at mababang mga depekto sa hinang. Pinapayagan din ng GMAW ang awtomatikong o semi awtomatikong kontrol sa feed ng wire, ang kasalukuyang antas, at ang haba ng arc, na kung saan ay maaaring mapabuti ang kalidad ng weld at mabawasan ang pagkapagod ng operator. Gayunpaman, GMAW ay isang kumplikado at sensitibong proseso ng hinang, na kung saan ay nangangailangan ng mga espesyal na kagamitan at accessories, pati na rin ang maingat na pagsasaayos at pagpapanatili.

Ang mga sumusunod ay ilan sa mga pangunahing kadahilanan na nakakaapekto sa pagganap at kalidad ng GMAW para sa aluminyo welding:
- Pagpili ng elektrod ng wire: Ang wire electrode ay dapat na katugma sa base metal, tulad ng tinalakay sa nakaraang bahagi. Ang wire electrode ay dapat magkaroon ng diameter na tumutugma sa kapal ng materyal at ang kasalukuyang antas, at isang haba na tumutugma sa magkasanib na haba at ang posisyon ng hinang. Ang wire electrode ay dapat na malinis at tuyo, at naka imbak sa isang selyadong lalagyan upang maiwasan ang kontaminasyon at pagsipsip ng kahalumigmigan. Ang wire electrode ay dapat na patuloy na fed sa pamamagitan ng isang wire feeder sa isang angkop na bilis at pag igting, para maiwasan ang tangling, jamming, o pagbasag.
- Polaridad ng wire: Ang wire polarity ay dapat na direktang kasalukuyang elektrod positibo (DCEP), upang makamit ang isang matatag na arc at isang mahusay na pagtagos ng hinang. Ang wire polarity ay dapat na tumugma sa pinagmulan ng kapangyarihan at ang wire feeder, para maiwasan ang reverse polarity, na maaaring maging sanhi ng arc instability, spatter, at kawalan ng fusion.
- Shielding pagpili ng gas: Ang shielding gas ay dapat purong argon o argon na hinaluan ng oxygen, carbon dioxide, o helium,upang maprotektahan ang arc at ang weld pool mula sa oksihenasyon at kontaminasyon. Ang shielding gas ay dapat magkaroon ng isang rate ng daloy na tumutugma sa laki ng nozzle at ang kasalukuyang antas, at isang presyon na tumutugma sa mga kondisyon ng ambient at ang posisyon ng hinang. Ang shielding gas ay dapat ding magkaroon ng isang komposisyon na tumutugma sa wire electrode at ang mga katangian ng hinang. Halimbawa, Argon ay angkop para sa karamihan ng mga wire electrodes, bilang ito ay nagbibigay ng isang matatag na arc at isang magandang hitsura ng hinang, habang argon halo halong may oxygen o carbon dioxide ay maaaring mapabuti ang arc katatagan at ang hinang pagtagos para sa ilang mga wire electrodes, ngunit maaaring maging sanhi ng higit pang spatter at porosity, habang argon halo halong may helium ay maaaring taasan ang init input at ang hinang pagtagos para sa ilang mga wire electrodes, ngunit maaaring maging sanhi ng higit pang arc kawalan ng katatagan at pagbaluktot.
- Pamamaraan ng hinang: Ang pamamaraan ng hinang ay dapat magbigay ng isang makinis at pare pareho ang hinang bead, may sapat na fusion, pagtagos, at pagpapatibay. Ang pamamaraan ng hinang ay dapat ding i minimize ang input ng init, ang distortion, at ang mga depekto. Ang pamamaraan ng hinang ay depende sa kapal ng materyal, ang magkasanib na disenyo, ang weld position, at ang galing at kagustuhan ng welder. Ang ilan sa mga karaniwang pamamaraan ng hinang ay:
- Paglipat ng maikling sirkulasyon: Ang pamamaraan na ito ay nagsasangkot ng paggamit ng isang mababang boltahe at isang mataas na bilis ng feed ng wire, upang lumikha ng isang serye ng mga maikling circuit sa pagitan ng wire electrode at ang workpiece, na matunaw ang wire electrode at ilipat ito sa weld pool. Ang paglipat ng maikling circuit ay angkop para sa manipis na plato, bilang ito ay nagbibigay ng mababang init input, mababang spatter, at mababa ang distortion, ngunit maaaring maging sanhi ito ng mababang hinang pagtagos at kakulangan ng fusion.
- Paglipat ng globular: Ang pamamaraan na ito ay nagsasangkot ng paggamit ng isang daluyan boltahe at isang medium wire feed bilis, upang lumikha ng malalaking droplets ng tinunaw na metal sa dulo ng wire electrode, ang mga gusali. The globular transfer is suitable for medium to thick plates, as it provides high heat input, high weld penetration, and high deposition rate, but it may cause high spatter, high distortion, and porosity.
- Spray transfer: This technique involves using a high voltage and a high wire feed speed, to create small droplets of molten metal at the tip of the wire electrode, which are propelled into the weld pool by the arc force. The spray transfer is suitable for thick plates, as it provides high heat input, high weld penetration, and high deposition rate, but it may cause high spatter, high distortion, and porosity.
- Pulsed-spray transfer: This technique involves using a pulsed current, which alternates between a high peak current and a low background current, to create a spray transfer during the peak current and a short-circuiting transfer during the background current. Ang pulsed spray transfer ay angkop para sa anumang kapal, bilang ito ay nagbibigay ng isang balanse sa pagitan ng init input, ang hinang pagtagos, at ang hinang hitsura, at maaari rin itong mabawasan ang spatter, ang distortion, at ang porosity.
Mga Application ng Aluminum Welding
Aluminyo hinang ay may isang malawak na hanay ng mga application sa iba't ibang mga industriya, tulad ng automotive, aerospace, konstruksiyon, at pagmamanupaktura. Ang aluminyo na hinang ay maaaring magbigay ng mga sumusunod na benepisyo para sa mga industriyang ito:
-
-
- Magaan na timbang: Ang aluminyo ay isang magaan na metal, na maaaring mabawasan ang timbang at ang pagkonsumo ng gasolina ng mga sasakyan, mga sasakyang panghimpapawid, at mga istruktura, pati na rin mapabuti ang pagganap at ang kahusayan.
- Hindi lumalaban sa kaagnasan: Ang aluminyo ay isang metal na lumalaban sa kaagnasan, na kung saan ay maaaring makatiis ang pagkakalantad sa panahon, ang mga kemikal, at ang tubig na maalat, pati na rin palawigin ang buhay ng serbisyo at ang tibay ng mga sasakyan, mga sasakyang panghimpapawid, at mga istruktura.
- Maraming nalalaman: Ang aluminyo ay isang maraming nalalaman na metal, na maaaring mabuo sa iba't ibang hugis at sukat, pati na rin sumali sa iba't ibang mga pamamaraan, tulad ng hinang, brazing, soldering, o pandikit bonding, upang lumikha ng kumplikado at na customize na mga disenyo at mga produkto.
-
Ang ilan sa mga halimbawa ng mga application ng aluminyo welding ay:
-
-
- Automotive: Aluminyo hinang ay ginagamit upang sumali sa mga bahagi ng aluminyo ng mga sasakyan, tulad ng engine, ang transmisyon, ang chassis, ang katawan, at ang mga gulong, upang mabawasan ang timbang at ang mga emisyon, pati na rin mapabuti ang pagganap at ang kaligtasan.

Ang Welding ng aluminyo ay naging isang kailangang kailangan na proseso sa pagmamanupaktura ng sasakyan - Aerospace: Aluminyo hinang ay ginagamit upang sumali sa mga bahagi ng aluminyo ng sasakyang panghimpapawid, tulad ng mga fuselage, ang mga pakpak, ang buntot, at ang landing gear, upang mabawasan ang timbang at ang pagkonsumo ng gasolina, pati na rin mapabuti ang pagganap at ang pagiging maaasahan.
- Konstruksiyon: Aluminyo hinang ay ginagamit upang sumali sa mga bahagi ng aluminyo ng mga istraktura, tulad ng mga tulay, ang mga gusali, the towers, and the pipelines, to reduce the weight and the maintenance, as well as improve the strength and the stability.
- Paggawa: Aluminum welding is used to join the aluminum components of the products, such as the furniture, the appliances, the tools, and the equipment, to reduce the cost and the waste, as well as improve the quality and the functionality.
- Automotive: Aluminyo hinang ay ginagamit upang sumali sa mga bahagi ng aluminyo ng mga sasakyan, tulad ng engine, ang transmisyon, ang chassis, ang katawan, at ang mga gulong, upang mabawasan ang timbang at ang mga emisyon, pati na rin mapabuti ang pagganap at ang kaligtasan.
-
Pangwakas na Salita
Aluminum welding is a challenging but rewarding skill that can create strong and durable joints for various applications. Aluminum welding requires a good understanding of the aluminum alloys and their designations, the filler metal selection, the preparation for welding, and the welding processes. Aluminum welding also requires a proper equipment and accessories, as well as a careful adjustment and maintenance. Aluminum welding can provide a lightweight, kaagnasian-resistant, and versatile solution for various industries, tulad ng automotive, aerospace, konstruksiyon, at pagmamanupaktura.