Alyuminiy engildir, korroziyaga chidamli, va turli sohalarda keng qo'llaniladigan ko'p qirrali metall, avtomobil kabi, aerokosmik, qurilish, va ishlab chiqarish. Biroq, alyuminiyni payvandlash o'ziga xos xususiyatlari tufayli qiyin bo'lishi mumkin, yuqori issiqlik o'tkazuvchanligi kabi, past erish nuqtasi, va oksid hosil bo'lishi. Ushbu blogda, alyuminiy payvandlash haqida ba'zi asosiy ma'lumotlarni taqdim etamiz, umumiy usullarni o'z ichiga oladi, plomba metallini tanlash, tayyorlash, va ilovalar.
Alyuminiy qotishmasi va temper belgilari
Payvandlash texnikasiga sho'ng'ishdan oldin, alyuminiy qotishmalarining har xil turlarini va ularning belgilarini tushunish muhimdir. Alyuminiy qotishmalari ikki guruhga bo'linadi: ishlangan va quyma. Dovlangan qotishmalar mexanik jarayonlar natijasida hosil bo'ladi, dumalab turish kabi, ekstruding, yoki zarb qilish, quyma qotishmalar esa eritilgan metallni qoliplarga quyish orqali hosil bo'ladi.
Dovlangan qotishmalar yana sakkizta seriyaga bo'linadi, ularning asosiy qotishma elementlariga asoslanadi. Eng keng tarqalgan seriyalar 1xxx, 3xxx, 5xxx, va 6xxx seriyali, tarkibida alyuminiy mavjud, marganets, magniy, va magniy-kremniy, mos ravishda. Har bir seriya turli xil xususiyatlarga va ilovalarga ega, qotishma tarkibiga va issiqlik bilan ishlov berishga bog'liq. Masalan, 1xxx seriyali yuqori elektr va issiqlik o'tkazuvchanligiga ega, lekin past kuch, 6xxx seriyali esa o'rtacha kuch va yaxshi shakllanish qobiliyatiga ega, lekin korroziyaga chidamliligi past.
Temper belgisi mexanik xususiyatlarni va qotishma holatini ko'rsatadi, tavlanganmi yoki yo'qmi kabi, sovuq ishlangan, yoki issiqlik bilan ishlov beriladi. Temper belgisi harfdan keyin bir yoki bir nechta raqamdan iborat. Eng ko'p uchraydigan xulq-atvorlar O (tavlangan), H (deformatsiya bilan qotib qolgan), T (termik ishlov beriladi), va F (ishlab chiqarilgan). Masalan, 6061-T6 yuqori quvvatga erishish uchun issiqlik bilan ishlov berilgan va sun'iy ravishda eskirgan 6xxx seriyasining ishlangan qotishmasi..

Quyma qotishmalari to'rt xonali raqam bilan belgilanadi, keyin kasrli nuqta va temper belgisi. Birinchi raqam asosiy qotishma elementni ko'rsatadi, ikkinchi raqam qotishma modifikatsiyasini bildiradi, va oxirgi ikki raqam o'ziga xos qotishmani aniqlaydi. Masalan, 356.0 asosan alyuminiyni o'z ichiga olgan quyma qotishma, kremniy, va magniy, va o'ziga xos fe'l-atvorga ega.
To'ldiruvchi metallni tanlash
Alyuminiyni payvandlash uchun plomba metallini tanlash asosiy metall tarkibiga bog'liq, kerakli payvandlash xususiyatlari, va payvandlash jarayoni. To'ldiruvchi metall shunga o'xshash erish oralig'iga va asosiy metall bilan kimyoviy muvofiqligiga ega bo'lishi kerak, shuningdek, etarli kuch, egiluvchanlik, va korroziyaga qarshilik. To'ldiruvchi metall ham nuqsonlarning shakllanishini minimallashtirishi kerak, porozlik kabi, yorilish, va termoyadroviy etishmasligi.
Alyuminiyni payvandlash uchun eng keng tarqalgan plomba metallari 4xxx va 5xxx seriyasidir, tarkibida kremniy va magniy mavjud, mos ravishda. Erish nuqtasini pasaytirish va plomba metallining suyuqligini yaxshilash uchun kremniy qo'shiladi, chokning mustahkamligi va korroziyaga chidamliligini oshirish uchun magniy qo'shiladi. 4xxx seriyali quyma qotishmalarni payvandlash uchun javob beradi, 5xxx seriyali esa ishlangan qotishmalarni payvandlash uchun javob beradi.
To'ldiruvchi metallni tanlash ham payvandlash jarayoniga bog'liq, chunki turli jarayonlar plomba metall shakli uchun turli talablarga ega, hajmi, va oziqlantirish qobiliyati. Masalan, gazli volfram yoyini payvandlash (GTAW) manba hovuziga qo'lda oziqlanadigan plomba tayog'idan foydalanadi, gaz metall boshq payvandlash esa (GMAW) tel oziqlantiruvchi tomonidan doimiy ravishda oziqlanadigan plomba simidan foydalanadi. To'ldiruvchi novda yoki sim asosiy metallning qalinligi va joriy darajaga mos keladigan diametrga ega bo'lishi kerak.

Quyidagi jadvalda alyuminiy payvandlash uchun plomba metallini tanlash bo'yicha umumiy qo'llanma ko'rsatilgan, asosiy metall qotishmasi va payvandlash jarayoniga asoslangan. Biroq, ushbu jadval to'liq emas va barcha mumkin bo'lgan kombinatsiyalar va shartlarni qamrab olmaydi. Shuning uchun, maxsus tavsiyalar uchun plomba metall ishlab chiqaruvchisi yoki payvandlash kodiga murojaat qilish tavsiya etiladi.
Jadval
| Asosiy metall qotishmasi | GTAW to'ldiruvchi tayoq | GMAW to'ldiruvchi sim |
| 1xxx | 1100 yoki 4043 | 1100 yoki 4043 |
| 2xxx | 2319 yoki 4043 | 2319 yoki 4043 |
| 3xxx | 4043 yoki 5356 | 4043 yoki 5356 |
| 4xxx | 4043 yoki 4145 | 4043 yoki 4145 |
| 5xxx | 5356 yoki 5183 | 5356 yoki 5183 |
| 6xxx | 4043 yoki 5356 | 4043 yoki 5356 |
| 7xxx | 4043 yoki 5356 | 4043 yoki 5356 |
| Quyma qotishmalar | 4043 yoki 4047 | 4043 yoki 4047 |
Payvandlash uchun tayyorgarlik
Yuqori sifatli payvandga erishish uchun, payvandlashdan oldin asosiy metallni va to'ldiruvchi metallni to'g'ri tayyorlash kerak. Tayyorgarlik bosqichlari tozalashni o'z ichiga oladi, kesish, qo'shma dizayn, va oldindan qizdirish.
Tozalash
Asosiy metallni va plomba metallini tozalash payvandlash sifatiga ta'sir qilishi mumkin bo'lgan ifloslantiruvchi moddalarni olib tashlash uchun kerak, axloqsizlik kabi, moy, yog ', oksidi, yoki namlik. Kontaminantlar nuqsonlarga olib kelishi mumkin, porozlik kabi, termoyadroviy etishmasligi, yoki yorilish, shuningdek, chokning mustahkamligi va korroziyaga chidamliligini kamaytiradi.
Tozalash usullari ifloslanish turiga va darajasiga bog'liq, shuningdek, payvandlash jarayoni. Umumiy tozalash usullaridan ba'zilari:
- Mexanik tozalash: Ushbu usul zanglamaydigan po'latdan yasalgan cho'tkadan foydalanishni o'z ichiga oladi, silliqlash diski, yoki sirt oksidi qatlamini va har qanday bo'sh zarralarni olib tashlash uchun silliqlash g'ildiragi. Mexanik tozalash payvandlash yo'nalishi bo'yicha va faqat payvandlanadigan maydonda amalga oshirilishi kerak. Tozalash vositasi faqat alyuminiy uchun ishlatilishi kerak, boshqa metallar uchun emas, o'zaro kontaminatsiyani oldini olish uchun.
- Kimyoviy tozalash: Bu usul erituvchidan foydalanishni o'z ichiga oladi, kislota, yoki oksid qatlamini va har qanday organik qoldiqlarni eritish yoki bo'shatish uchun gidroksidi eritma. Kimyoviy tozalash tegishli xavfsizlik choralari bilan amalga oshirilishi va keyin chayish va quritish kerak. Tozalash eritmasi alyuminiy qotishmasi va plomba metalliga mos kelishi kerak, va zararli qoldiqlarni qoldirmasligi kerak.
- Yog'sizlantirish: Ushbu usul yog'sizlantiruvchi vositadan foydalanishni o'z ichiga oladi, aseton kabi, spirtli ichimliklar, yoki trikloretilen, sirtdan yog 'yoki yog'ni olib tashlash uchun. Yog'sizlantirish toza mato yoki buzadigan amallar bilan amalga oshirilishi kerak, va keyin artib yoki havoda quritish. Yog'sizlantiruvchi tarkibida xlorli uglevodorodlar bo'lmasligi kerak, chunki ular vodorodning mo'rtlashishi va yorilishiga olib kelishi mumkin.
Tozalash payvandlash vaqtiga imkon qadar yaqinroq bo'lishi kerak, chunki alyuminiy havo ta'sirida tezda yupqa oksidli qatlam hosil qiladi. Oksid qatlami asosiy metallga qaraganda yuqori erish nuqtasiga ega va payvandning kirib borishi va sinteziga xalaqit berishi mumkin.. Shuning uchun, tozalashdan keyin bir necha soat ichida payvandlash tavsiya etiladi, yoki payvandlash joyini oksidlanishdan himoya qilish uchun himoya gaz yoki oqimdan foydalanish.
Kesish
Asosiy metallni kesish ish qismining kerakli shakli va hajmini yaratish uchun kerak, shuningdek, qo'shma qirralarni payvandlash uchun tayyorlash uchun. Kesish usuli silliq hosil qilishi kerak, toza, va kvadrat qirrasi, haddan tashqari buzilishsiz, burmalar, yoki cüruf.
Alyuminiy uchun keng tarqalgan kesish usullaridan ba'zilari:
- Qirqim: Ushbu usul metallni pichoq yoki zımba bilan kesish uchun kesish mashinasidan foydalanishni o'z ichiga oladi. Qirqim yupqa choyshablar va oddiy shakllar uchun javob beradi, lekin bu buzilish va chekka qattiqlashishiga olib kelishi mumkin.
- Arralash: Bu usul dumaloq arradan foydalanishni o'z ichiga oladi, lenta arra, yoki metallni tishli pichoq bilan kesish uchun temir arra. Arralash qalin plitalar va murakkab shakllar uchun javob beradi, lekin shovqinga olib kelishi mumkin, chang, va issiqlik.
- Plazma kesish: Ushbu usul plazma mash'alidan metallni ionlashtirilgan gaz oqimi bilan kesishni o'z ichiga oladi. Plazma kesish har qanday qalinlik va shaklga mos keladi, lekin u qorayishga olib kelishi mumkin, shlak, va issiqlik ta'sir zonasi.
- Lazerli kesish: Bu usul lazer nuridan foydalanib, metallni yo'naltirilgan yorug'lik nuri bilan kesishni o'z ichiga oladi. Lazerli kesish har qanday qalinlik va shaklga mos keladi, lekin issiqlik ta'sir zonasi va yuqori narxga olib kelishi mumkin.
Chiqib ketish usuli materialning qalinligi asosida tanlanishi kerak, kerakli aniqlik, mavjud uskunalar, va xarajat. Kesish tezligi va besleme tezligi ishlab chiqaruvchining tavsiyalariga muvofiq sozlanishi kerak, haddan tashqari qizib ketmaslik uchun, burish, yoki yorilish. Kesuvchi qirrani har qanday nuqson yoki nosimmetrikliklar uchun tekshirish kerak, va agar kerak bo'lsa, tozalanadi.
Qo'shma dizayn
Qo'shma dizayn - qo'shma turni tanlash va tartibga solish jarayoni, qo'shma geometriya, qo'shma moslashuv, va payvandlash uchun qo'shma bo'shliq. Qo'shma dizayn etarli quvvatni ta'minlashi kerak, tekislash, va payvandlash uchun qulaylik, shuningdek buzilishlarni minimallashtirish, stress, va yorilish.
Qo'shish turi - qo'shimchaning konfiguratsiyasi, dumba kabi, burchak, tizza, tee, yoki chekka. Birlashma turi materialning qalinligi asosida tanlanishi kerak, yuk yo'nalishi, payvandlash holati, va payvandlash jarayoni. Masalan, dumba bo'g'ini bir xil qalinlikdagi ikkita plastinkani birlashtirish uchun javob beradi, lap qo'shma turli qalinlikdagi ikkita plastinkani birlashtirish uchun javob beradi.
Qo'shma geometriya - qo'shma qirralarning shakli va burchagi, kvadrat kabi, egilish, V, U, J, yoki juft V. Qo'shma geometriya materialning qalinligi asosida tanlanishi kerak, payvand chokining kirib borishi, va payvandlash
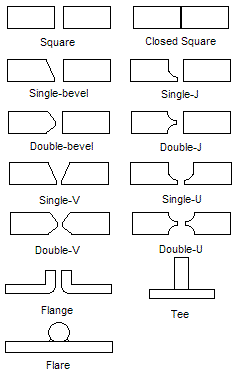
jarayon. Masalan, Yupqa plitalar uchun kvadrat qirra mos keladi, qalin plitalar uchun burchakli chekka mos keladi.
Bo'g'inlarni o'rnatish - qo'shma qirralarning hizalanishi va joylashishi, yuvish kabi, ofset, yoki mos kelmaslik. Bog'lanish moslamasi materialning qalinligi asosida tanlanishi kerak, payvand choki kattaligi, va payvandlash jarayoni. Masalan, yupqa plitalar uchun mos keladigan moslama mos keladi, qalin plitalar uchun ofset moslamasi mos keladi.
Qo'shma bo'shliq - qo'shma qirralarning orasidagi masofa, bu payvand chokining penetratsiyasi va termoyadroviyligiga ta'sir qiladi. Birlashma bo'shlig'i materialning qalinligi asosida tanlanishi kerak, to'ldiruvchi metall, va payvandlash jarayoni. Masalan, nozik plitalar uchun kichik bo'shliq mos keladi, katta bo'shliq esa qalin plitalar uchun mos keladi.
Quyidagi jadvalda alyuminiy payvandlash uchun qo'shma dizaynni tanlash bo'yicha umumiy qo'llanma ko'rsatilgan, material qalinligi va payvandlash jarayoniga asoslangan. Biroq, ushbu jadval to'liq emas va barcha mumkin bo'lgan kombinatsiyalar va shartlarni qamrab olmaydi. Shuning uchun, maxsus tavsiyalar uchun payvandlash kodiga yoki payvandlash muhandisiga murojaat qilish tavsiya etiladi.
Jadval
| Materialning qalinligi | Birgalikda turi | Qo'shma geometriya | Birgalikda moslashish | Qo'shma bo'shliq | Payvandlash jarayoni |
| Dan kichik; .. dan kamroq 3 mm | Butt | Kvadrat | Yuvish | 0.5 mm | GTAW yoki GMAW |
| 3 uchun 6 mm | Butt | V yoki U | Yuvish | 1 uchun 2 mm | GTAW yoki GMAW |
| 6 uchun 12 mm | Butt | V yoki U | Ofset | 2 uchun 4 mm | GTAW yoki GMAW |
| Bundan ko'proq 12 mm | Butt | Double-V yoki J | Ofset | 4 uchun 6 mm | GTAW yoki GMAW |
| Har qanday qalinlik | Lap | Kvadrat | Yuvish | 0 uchun 1 mm | GTAW yoki GMAW |
| Har qanday qalinlik | Tee | Kvadrat | Yuvish | 0 uchun 1 mm | GTAW yoki GMAW |
| Har qanday qalinlik | Burchak | Kvadrat | Yuvish | 0 uchun 1 mm | GTAW yoki GMAW |
| Har qanday qalinlik | Chet | Kvadrat | Yuvish | 0 uchun 1 mm | GTAW yoki GMAW |
Oldindan isitish
Asosiy metallni oldindan isitish - payvandlashdan oldin metallga issiqlikni qo'llash jarayoni, uning haroratini ma'lum bir diapazonga ko'tarish. Ba'zi alyuminiy qotishmalari uchun oldindan isitish kerak, ayniqsa issiqlik bilan ishlov beradigan qotishmalar, 2xxx kabi, 6xxx, va 7xxx seriyasi, yorilish va buzilishning oldini olish uchun.
Oldindan isitish alyuminiy payvandlash uchun quyidagi afzalliklarni berishi mumkin:
- Termal gradientni va termal zarbani kamaytiring, yorilish va buzilishlarga olib kelishi mumkin.
- Vodorodning eruvchanligini va tarqalishini oshiring, g'ovaklikka olib kelishi mumkin.
- Asosiy metallning qattiqligi va mustahkamligini kamaytiring, payvandlanish va egiluvchanlikni yaxshilashi mumkin.
- Siqilish va qoldiq stressni kamaytiring, buzilish va yorilishga olib kelishi mumkin.
Oldindan isitish harorati va vaqti asosiy metall qotishmasiga bog'liq, material qalinligi, qo'shma dizayn, va payvandlash jarayoni. Oldindan isitish harorati istalgan effektga erishish uchun etarlicha yuqori bo'lishi kerak, lekin haddan tashqari qizib ketmaslik uchun etarlicha past, erish, yoki metallni yoqish. Oldindan isitish vaqti haroratning bir xil taqsimlanishini ta'minlash uchun etarlicha uzoq bo'lishi kerak, lekin oksidlanishni oldini olish uchun etarlicha qisqa, degradatsiya, yoki metallning qarishi.
Quyidagi jadvalda alyuminiy payvandlash uchun oldindan isitish harorati va vaqtini tanlash bo'yicha umumiy qo'llanma ko'rsatilgan, asosiy metall qotishmasi va material qalinligi asosida. Biroq, ushbu jadval to'liq emas va barcha mumkin bo'lgan kombinatsiyalar va shartlarni qamrab olmaydi. Shuning uchun, maxsus tavsiyalar uchun payvandlash kodiga yoki payvandlash muhandisiga murojaat qilish tavsiya etiladi.
| Asosiy metall qotishmasi | Materialning qalinligi | Oldindan isitish harorati | Oldindan isitish vaqti |
| 1xxx | Har qanday qalinlik | Yo'q | Yo'q |
| 3xxx | Har qanday qalinlik | Yo'q | Yo'q |
| 4xxx | Har qanday qalinlik | Yo'q | Yo'q |
| 5xxx | Dan kichik; .. dan kamroq 6 mm | Yo'q | Yo'q |
| 5xxx | 6 uchun 12 mm | 100 uchun 150 °C | 10 uchun 15 min |
| 5xxx | Bundan ko'proq 12 mm | 150 uchun 200 °C | 15 uchun 20 min |
| 6xxx | Dan kichik; .. dan kamroq 6 mm | Yo'q | Yo'q |
| 6xxx | 6 uchun 12 mm | 100 uchun 150 °C | 10 uchun 15 min |
| 6xxx | Bundan ko'proq 12 mm | 150 uchun 200 °C | 15 uchun 20 min |
| 7xxx | Dan kichik; .. dan kamroq 6 mm | Yo'q | Yo'q |
| 7xxx | 6 uchun 12 mm | 100 uchun 150 °C | 10 uchun 15 min |
Oldindan isitish usuli gaz mash'alasi yordamida amalga oshirilishi mumkin, elektr isitgich, induksion lasan, yoki pechka. Oldindan isitish usuli material hajmiga qarab tanlanishi kerak, qo'shma joylashuv, va mavjud uskunalar. Oldindan isitish usuli bir xil va boshqariladigan isitishni ta'minlashi kerak, haddan tashqari qizib ketmasdan, erish, yoki metallni yoqish.
Oldindan isitish harorati va vaqtini termometr yordamida kuzatish va tekshirish kerak, pirometr, termojuft, yoki haroratni ko'rsatadigan qalam. Oldindan isitish harorati va vaqti payvandlash tugagunga qadar saqlanishi kerak, issiqlik tebranishlari va yorilishni oldini olish uchun.
Payvandlash jarayonlari
Alyuminiyni payvandlash uchun ishlatilishi mumkin bo'lgan turli xil payvandlash jarayonlari mavjud, gaz volfram boshq payvandlash kabi (GTAW), gazli metallni boshq payvandlash (GMAW), oqimli yadroli boshq payvandlash (FCAW), plazma yoyini payvandlash (PAW), va lazer nurlari bilan payvandlash (LBW). Har bir payvandlash jarayoni o'zining afzalliklari va kamchiliklariga ega, materialning qalinligiga bog'liq, qo'shma dizayn, payvandlash holati, va payvandlash sifati.
Quyidagi jadvalda alyuminiy payvandlash uchun payvandlash jarayonlarini umumiy taqqoslash ko'rsatilgan, material qalinligi asosida, payvandlash tezligi, payvand ko'rinishi, payvand chokining kirib borishi, va payvandlash nuqsonlari. Biroq, ushbu jadval to'liq emas va barcha mumkin bo'lgan kombinatsiyalar va shartlarni qamrab olmaydi. Shuning uchun, maxsus tavsiyalar uchun payvandlash kodiga yoki payvandlash muhandisiga murojaat qilish tavsiya etiladi.
Jadval
| Payvandlash jarayoni | Materialning qalinligi | Payvandlash tezligi | Payvand chokining ko'rinishi | Payvand chokining kirib borishi | Payvandlash nuqsonlari |
| GTAW | Har qanday qalinlik | Sekin | Ajoyib | Yaxshi | Porozlik, yorilish |
| GMAW | Har qanday qalinlik | Tez | Yaxshi | Yaxshi | Porozlik, sochmoq, termoyadroviy etishmasligi |
| FCAW | Bundan ko'proq 3 mm | Tez | Yarmarka | Yarmarka | Porozlik, shlak, termoyadroviy etishmasligi |
| PAW | Bundan ko'proq 3 mm | Tez | Ajoyib | Ajoyib | Porozlik, yorilish |
| LBW | Dan kichik; .. dan kamroq 6 mm | Juda tez | Ajoyib | Ajoyib | Yoriq, buzilish; xato ko'rsatish |
Gazli volfram yoyini payvandlash (GTAW)
Gazli volfram yoyini payvandlash (GTAW), volfram inert gaz sifatida ham tanilgan (TIG) payvandlash, elektrod va ish qismi o'rtasida yoy hosil qilish uchun sarflanmaydigan volfram elektrodidan foydalanadigan payvandlash jarayoni, va payvandlash hovuziga metall qo'shish uchun plomba tayog'i. Ark va payvand choklari himoya gaz bilan himoyalangan, argon yoki geliy kabi, oksidlanish va ifloslanishni oldini olish uchun.
GTAW yupqa va qalin alyuminiy plitalarni payvandlash uchun javob beradi, chunki u ajoyib payvand ko'rinishini ta'minlaydi, yaxshi payvand penetratsiyasi, va kam payvandlangan nuqsonlar. GTAW shuningdek, issiqlik kiritishni aniq boshqarish imkonini beradi, yoy uzunligi, va to'ldiruvchi metall qo'shilishi, payvand choki sifatini yaxshilaydi va buzilishlarni kamaytiradi. Biroq, GTAW sekin va murakkab payvandlash jarayonidir, bu yuqori mahorat va tajribani talab qiladi, shuningdek, maxsus jihozlar va aksessuarlar.
Quyida alyuminiy payvandlash uchun GTAW ishlashi va sifatiga ta'sir qiluvchi asosiy omillardan ba'zilari keltirilgan:
- Elektrodlarni tanlash: Elektrod sof volfram yoki toriy bilan qotishma volframdan tayyorlanishi kerak, mum, yoki lantan, yoy barqarorligini va elektrodning ishlash muddatini yaxshilash uchun. Elektrod joriy darajaga va materialning qalinligiga mos keladigan diametrga ega bo'lishi kerak, va yoy xususiyatlariga va payvand chokining kirib borishiga mos keladigan uchi shakli. Masalan, uchli uchi past oqim va chuqur kirish uchun javob beradi, sharsimon uchi esa yuqori oqim va sayoz penetratsiya uchun javob beradi.
- Elektrod polaritesi: Elektrod polaritesi o'zgaruvchan tok bo'lishi kerak (AC), tozalash va penetratsion effektlar o'rtasidagi muvozanatga erishish. Tozalash effekti elektrod musbat bilan asosiy metalldan oksid qatlamini olib tashlashdir (EP) tsikl, penetratsion effekt esa asosiy metallning elektrod salbiy tomonidan erishi hisoblanadi (IN) tsikl. Tozalash va kirish effektlari o'rtasidagi muvozanat AC chastotasini o'zgartirish orqali sozlanishi mumkin, AC balansi, va to'lqin shakli. Masalan, yuqori chastota, pastroq balans, va kvadrat to'lqin shakli penetratsion effektni oshirishi mumkin, past chastotada esa, yuqori balans, va sinus to'lqin shakli tozalash effektini oshirishi mumkin.
- Himoya gazini tanlash: Himoya gazi sof argon yoki geliy bilan aralashtirilgan argon bo'lishi kerak, kamon va payvand chovgumini oksidlanish va ifloslanishdan himoya qilish. Himoya gazi nozul o'lchamiga va joriy darajaga mos keladigan oqim tezligiga ega bo'lishi kerak, va atrof-muhit sharoitlariga va payvandlash holatiga mos keladigan bosim. Masalan, yuqori oqim tezligi va yuqori bosim shamolli yoki yuqoridan payvandlash uchun javob beradi, pastroq oqim tezligi va past bosim esa tinch yoki tekis payvandlash uchun mos keladi.
- To'ldiruvchi metallni tanlash: To'ldiruvchi metall asosiy metall bilan mos kelishi kerak, oldingi bobda muhokama qilinganidek. To'ldiruvchi metall materialning qalinligi va joriy darajasiga mos keladigan diametrga ega bo'lishi kerak, va qo'shma uzunligi va payvand joyiga mos keladigan uzunlik. To'ldiruvchi metall toza va quruq bo'lishi kerak, va ifloslanish va namlikni yutishning oldini olish uchun yopiq idishda saqlanadi. To'ldiruvchi metall mos burchak va tezlikda payvandlash havzasiga qo'lda berilishi kerak, haddan tashqari qizib ketmaslik uchun, erish, yoki muzlash.
- Payvandlash texnikasi: Payvandlash texnikasi silliq va izchil payvand chokini ta'minlashi kerak, etarli termoyadroviy bilan, kirib borish, va mustahkamlash. Payvandlash texnikasi ham issiqlik kiritishini minimallashtirishi kerak, buzilish, va kamchiliklar. Payvandlash texnologiyasi materialning qalinligiga bog'liq, qo'shma dizayn, payvandlash holati, va payvandchining mahorati va afzalligi. Payvandlashning umumiy usullaridan ba'zilari:
- Forhand texnikasi: Ushbu texnika mash'alni va plomba tayoqchasini bir xil yo'nalishda harakatlantirishni o'z ichiga oladi, chapdan o'ngga yoki o'ngdan chapga, payvandchining qo'li bilan bog'liq. Torch va plomba tayog'i burchak hosil qilishi kerak 10 uchun 20 ish qismi bilan daraja, va yoy uzunligi bo'lishi kerak 1 uchun 2 mm. Torch va plomba tayog'i tekis yoki ozgina tebranuvchi harakatda harakatlanishi kerak, bir xil va tor payvand chokini yaratish. Forehand texnikasi ingichka va o'rta plitalar uchun javob beradi, chunki u tez payvandlash tezligini ta'minlaydi, yaxshi payvand ko'rinishi, va past issiqlik kiritish.
- Orqa qo'l texnikasi: Ushbu texnika mash'alni va to'ldiruvchi tayoqni teskari yo'nalishda harakatlantirishni o'z ichiga oladi, o'ngdan chapga yoki chapdan o'ngga, payvandchining qo'li bilan bog'liq. Torch va plomba tayog'i burchak hosil qilishi kerak 20 uchun 30 ish qismi bilan daraja, va yoy uzunligi bo'lishi kerak 2 uchun 3 mm. Mash'al va plomba tayog'i aylana yoki uchburchak harakatda harakatlanishi kerak, keng va chuqur payvand chokini yaratish. Orqa qo'l texnikasi o'rta va qalin plitalar uchun javob beradi, chunki u sekin payvandlash tezligini ta'minlaydi, yaxshi payvand penetratsiyasi, va yuqori issiqlik kiritish.
Gaz metall boshq payvandlash (GMAW)
Gazli metallni payvandlash (GMAW), metall inert gaz sifatida ham tanilgan (ME) payvandlash, elektrod va ish qismi o'rtasida yoy hosil qilish uchun sarflanadigan simli elektroddan foydalanadigan payvandlash jarayoni, va payvandlash hovuziga metall qo'shish uchun. Ark va payvand choklari himoya gaz bilan himoyalangan, argon yoki kislorod bilan aralashtirilgan argon kabi, karbonat angidrid, yoki geliy, oksidlanish va ifloslanishni oldini olish uchun.
GMAW yupqa va qalin alyuminiy plitalarni payvandlash uchun javob beradi, chunki u tez payvandlash tezligini ta'minlaydi, yaxshi payvand penetratsiyasi, va kam payvandlangan nuqsonlar. GMAW shuningdek, sim uzatishni avtomatik yoki yarim avtomatik boshqarish imkonini beradi, joriy daraja, va yoy uzunligi, payvand choki sifatini yaxshilaydi va operator charchoqini kamaytiradi. Biroq, GMAW - murakkab va sezgir payvandlash jarayoni, bu maxsus jihozlar va aksessuarlarni talab qiladi, shuningdek, ehtiyotkorlik bilan sozlash va texnik xizmat ko'rsatish.

Quyida alyuminiy payvandlash uchun GMAW ishlashi va sifatiga ta'sir qiluvchi asosiy omillardan ba'zilari keltirilgan:
- Tel elektrodni tanlash: Tel elektrod asosiy metall bilan mos bo'lishi kerak, oldingi bobda muhokama qilinganidek. Tel elektrod materialning qalinligi va oqim darajasiga mos keladigan diametrga ega bo'lishi kerak, va qo'shma uzunligi va payvand joyiga mos keladigan uzunlik. Tel elektrod toza va quruq bo'lishi kerak, va ifloslanish va namlikni yutishning oldini olish uchun yopiq idishda saqlanadi. Tel elektrodi simli oziqlantiruvchi tomonidan mos tezlikda va kuchlanishda doimiy ravishda oziqlanishi kerak, chalkashmaslik uchun, tiqilib qolish, yoki buzish.
- Tel polaritesi: Telning polaritesi to'g'ridan-to'g'ri oqim elektrodiga ijobiy bo'lishi kerak (DCEP), barqaror yoy va yaxshi payvand chokiga erishish uchun. Sim polaritesi quvvat manbai va simni oziqlantiruvchi bilan mos kelishi kerak, teskari polaritdan qochish uchun, yoyning beqarorligiga olib kelishi mumkin, sochmoq, va termoyadroviy etishmasligi.
- Himoya gazini tanlash: Himoya gazi kislorod bilan aralashtirilgan sof argon yoki argon bo'lishi kerak, karbonat angidrid, yoki geliy,kamon va payvand chovgumini oksidlanish va ifloslanishdan himoya qilish. Himoya gazi nozul o'lchamiga va joriy darajaga mos keladigan oqim tezligiga ega bo'lishi kerak, va atrof-muhit sharoitlariga va payvandlash holatiga mos keladigan bosim. Himoya gazi, shuningdek, tel elektrodiga va payvand choki xususiyatlariga mos keladigan tarkibga ega bo'lishi kerak. Masalan, argon ko'pchilik simli elektrodlar uchun javob beradi, chunki u barqaror yoy va yaxshi payvand ko'rinishini ta'minlaydi, kislorod yoki karbonat angidrid bilan aralashtirilgan argon esa ba'zi sim elektrodlari uchun yoy barqarorligini va payvand chokining kirib borishini yaxshilashi mumkin., lekin ko'proq chayqalish va g'ovaklikka olib kelishi mumkin, geliy bilan aralashtirilgan argon esa ba'zi simli elektrodlar uchun issiqlik kirishini va payvand chokining kirib borishini oshirishi mumkin., lekin ko'proq yoyning beqarorligi va buzilishiga olib kelishi mumkin.
- Payvandlash texnikasi: Payvandlash texnikasi silliq va izchil payvand chokini ta'minlashi kerak, etarli termoyadroviy bilan, kirib borish, va mustahkamlash. Payvandlash texnikasi ham issiqlik kiritishini minimallashtirishi kerak, buzilish, va kamchiliklar. Payvandlash texnologiyasi materialning qalinligiga bog'liq, qo'shma dizayn, payvandlash holati, va payvandchining mahorati va afzalligi. Payvandlashning umumiy usullaridan ba'zilari:
- Qisqa tutashuvli uzatish: Ushbu texnika past kuchlanish va yuqori simni uzatish tezligidan foydalanishni o'z ichiga oladi, simli elektrod va ishlov beriladigan qism o'rtasida bir qator qisqa tutashuvlarni yaratish, bu simli elektrodni eritib, uni payvandlash havzasiga o'tkazadi. Qisqa tutashuvli uzatish nozik plitalar uchun javob beradi, chunki u past issiqlik kiritishni ta'minlaydi, kam chayqalish, va past buzilish, ammo bu payvand chokining past penetratsiyasiga va termoyadroviy etishmasligiga olib kelishi mumkin.
- Globulyar uzatish: Ushbu texnika o'rta kuchlanish va o'rta simni uzatish tezligidan foydalanishni o'z ichiga oladi, tel elektrodining uchida erigan metallning katta tomchilarini yaratish uchun, tortishish ta'sirida ajratib olinadi va payvand chovgumiga tushadi. Globulyar uzatish o'rta va qalin plitalar uchun javob beradi, chunki u yuqori issiqlik kirishini ta'minlaydi, payvand chokining yuqori penetratsiyasi, va yuqori yotqizish tezligi, lekin bu yuqori sochilishga olib kelishi mumkin, yuqori buzilish, va porozlik.
- Spray uzatish: Ushbu texnika yuqori kuchlanish va yuqori simni uzatish tezligidan foydalanishni o'z ichiga oladi, tel elektrodining uchida eritilgan metallning kichik tomchilarini yaratish uchun, yoy kuchi bilan payvand chovgumiga suriladi. Spreyi uzatish qalin plitalar uchun javob beradi, chunki u yuqori issiqlik kirishini ta'minlaydi, payvand chokining yuqori penetratsiyasi, va yuqori yotqizish tezligi, lekin bu yuqori sochilishga olib kelishi mumkin, yuqori buzilish, va porozlik.
- Pulsli buzadigan amallar o'tkazish: Ushbu texnika impulsli oqimdan foydalanishni o'z ichiga oladi, yuqori tepalik oqimi va past fon oqimi o'rtasida almashinadi, cho'qqi oqimi paytida buzadigan amallar o'tkazmasini va fon oqimi paytida qisqa tutashuvli uzatishni yaratish. Pulsli buzadigan amallar o'tkazish har qanday qalinlik uchun javob beradi, chunki u issiqlik kiritish o'rtasidagi muvozanatni ta'minlaydi, payvand chokining kirib borishi, va payvand chokining ko'rinishi, va u ham chayqalishni kamaytirishi mumkin, buzilish, va porozlik.
Alyuminiyni payvandlashning qo'llanilishi
Alyuminiyni payvandlash turli sohalarda keng qo'llanilishiga ega, avtomobil kabi, aerokosmik, qurilish, va ishlab chiqarish. Alyuminiyni payvandlash ushbu sohalar uchun quyidagi imtiyozlarni berishi mumkin:
-
-
- Yengil: Alyuminiy engil metalldir, bu transport vositalarining og'irligi va yoqilg'i sarfini kamaytirishi mumkin, samolyot, va tuzilmalar, shuningdek, ishlash va samaradorlikni oshirish.
- Korroziyaga chidamli: Alyuminiy korroziyaga chidamli metalldir, ob-havo ta'siriga bardosh bera oladigan, kimyoviy moddalar, va sho'r suv, shuningdek, transport vositalarining xizmat qilish muddati va chidamliligini uzaytiradi, samolyot, va tuzilmalar.
- Ko'p tomonli: Alyuminiy ko'p qirrali metalldir, turli shakl va o'lchamlarda shakllantirilishi mumkin, shuningdek, turli usullar bilan birlashtiriladi, payvandlash kabi, kavsharlash, lehimlash, yoki yopishtiruvchi yopishtirish, murakkab va moslashtirilgan dizayn va mahsulotlarni yaratish.
-
Alyuminiy payvandlashning qo'llanilishiga ba'zi misollar:
-
-
- Avtomobilsozlik: Alyuminiy payvandlash transport vositalarining alyuminiy qismlarini birlashtirish uchun ishlatiladi, dvigatel kabi, uzatish, shassi, tana, va g'ildiraklar, og'irlik va chiqindilarni kamaytirish uchun, shuningdek, ishlash va xavfsizlikni yaxshilash.

Alyuminiyni payvandlash avtomobil ishlab chiqarishda ajralmas jarayonga aylandi - Aerokosmik: Alyuminiy payvandlash samolyotning alyuminiy qismlarini birlashtirish uchun ishlatiladi, fyuzelaj kabi, qanotlari, quyruq, va qo'nish moslamasi, og'irlik va yoqilg'i sarfini kamaytirish uchun, shuningdek, ishlash va ishonchlilikni oshirish.
- Qurilish: Alyuminiy payvandlash strukturalarning alyuminiy qismlarini birlashtirish uchun ishlatiladi, ko'priklar kabi, binolar, minoralar, va quvurlar, og'irlik va parvarish qilishni kamaytirish uchun, shuningdek, kuch va barqarorlikni yaxshilaydi.
- Ishlab chiqarish: Alyuminiy payvandlash mahsulotlarning alyuminiy komponentlarini birlashtirish uchun ishlatiladi, mebel kabi, asboblar, asboblar, va jihozlar, xarajatlarni va chiqindilarni kamaytirish uchun, shuningdek, sifat va funksionallikni yaxshilash.
- Avtomobilsozlik: Alyuminiy payvandlash transport vositalarining alyuminiy qismlarini birlashtirish uchun ishlatiladi, dvigatel kabi, uzatish, shassi, tana, va g'ildiraklar, og'irlik va chiqindilarni kamaytirish uchun, shuningdek, ishlash va xavfsizlikni yaxshilash.
-
Xulosa
Alyuminiyni payvandlash - bu turli xil ilovalar uchun kuchli va bardoshli bo'g'inlarni yaratishi mumkin bo'lgan qiyin, ammo foydali mahorat.. Alyuminiyni payvandlash alyuminiy qotishmalari va ularning belgilarini yaxshi tushunishni talab qiladi, to'ldiruvchi metall tanlovi, payvandlash uchun tayyorgarlik, va payvandlash jarayonlari. Alyuminiyni payvandlash ham tegishli jihoz va aksessuarlarni talab qiladi, shuningdek, ehtiyotkorlik bilan sozlash va texnik xizmat ko'rsatish. Alyuminiyni payvandlash engillikni ta'minlashi mumkin, korroziyaga chidamli, va turli sohalar uchun ko'p qirrali yechim, avtomobil kabi, aerokosmik, qurilish, va ishlab chiqarish.