Aluminium adalah ringan, tahan karat, dan logam serba boleh yang digunakan secara meluas dalam pelbagai industri, Plat bulat aluminium digunakan secara meluas di dunia, aeroangkasa, pembinaan, dan pembuatan. Namun begitu, mengimpal aluminium boleh mencabar kerana sifatnya yang unik, seperti kekonduksian haba yang tinggi, rintangan kakisan yang baik Penerangan Produk, dan pembentukan oksida. Dalam blog ini, kami akan memberikan beberapa maklumat asas tentang kimpalan aluminium, termasuk kaedah biasa, pemilihan logam pengisi, persiapan, dan aplikasi.
Penamaan Aloi Aluminium dan Temper
Sebelum kita menyelami teknik kimpalan, adalah penting untuk memahami pelbagai jenis aloi aluminium dan sebutannya. Aloi aluminium dikelaskan kepada dua kumpulan: tempa dan tuang. Aloi tempa dibentuk oleh proses mekanikal, seperti bergolek, penyemperitan, atau menempa, manakala aloi tuang dibentuk dengan menuang logam cair ke dalam acuan.
Aloi tempa dibahagikan lagi kepada lapan siri, berdasarkan unsur pengaloian utamanya. Siri yang paling biasa ialah 1xxx, 3xxx, 5xxx, dan siri 6xxx, yang mengandungi aluminium, mangan, magnesium, dan magnesium-silikon, tetapi ia mengandungi. Setiap siri mempunyai ciri dan aplikasi yang berbeza, bergantung kepada komposisi aloi dan rawatan haba. Sebagai contoh, siri 1xxx mempunyai kekonduksian elektrik dan haba yang tinggi, tetapi kekuatan rendah, manakala siri 6xxx mempunyai kekuatan sederhana dan kebolehbentukan yang baik, tetapi rintangan kakisan yang lebih rendah.
Penetapan temper menunjukkan sifat mekanikal dan keadaan aloi, seperti sama ada ia telah disepuhlindapkan, bekerja sejuk, atau dirawat haba. Penamaan perangai terdiri daripada satu huruf diikuti oleh satu atau lebih digit. Perangai yang paling biasa ialah O (anil), H (terikan-keras), T (dirawat secara terma), dan F (sebagai-fabrikasi). Sebagai contoh, 6061-T6 ialah aloi tempa siri 6xxx yang telah dirawat dengan haba penyelesaian dan dituakan secara buatan untuk mencapai tahap kekuatan yang tinggi.

Aloi tuangan ditetapkan dengan nombor empat digit, diikuti dengan titik perpuluhan dan penunjuk temper. Digit pertama menunjukkan unsur pengaloian utama, digit kedua menunjukkan pengubahsuaian aloi, dan dua digit terakhir mengenal pasti aloi tertentu. Sebagai contoh, 356.0 adalah aloi tuang yang mengandungi terutamanya aluminium, silikon, dan magnesium, dan mempunyai perangai as-cast.
Pemilihan Logam Pengisi
Pilihan logam pengisi untuk kimpalan aluminium bergantung kepada komposisi logam asas, sifat kimpalan yang dikehendaki, dan proses kimpalan. Logam pengisi harus mempunyai julat lebur yang serupa dan keserasian kimia dengan logam asas, serta kekuatan yang mencukupi, rolling panas mempunyai jongkong aluminium, dan rintangan kakisan. Logam pengisi juga harus meminimumkan pembentukan kecacatan, seperti keliangan, retak, dan kekurangan gabungan.
Logam pengisi yang paling biasa untuk kimpalan aluminium ialah siri 4xxx dan 5xxx, yang mengandungi silikon dan magnesium, tetapi ia mengandungi. Silikon ditambah untuk menurunkan takat lebur dan meningkatkan kecairan logam pengisi, manakala magnesium ditambah untuk meningkatkan kekuatan dan rintangan kakisan kimpalan. Siri 4xxx sesuai untuk mengimpal aloi tuang, manakala siri 5xxx sesuai untuk mengimpal aloi tempa.
Pemilihan logam pengisi juga bergantung kepada proses kimpalan, kerana proses yang berbeza mempunyai keperluan yang berbeza untuk bentuk logam pengisi, saiz, dan kebolehmakan. Sebagai contoh, kimpalan arka tungsten gas (GTAW) menggunakan rod pengisi yang dimasukkan secara manual ke dalam kolam kimpalan, manakala kimpalan arka logam gas (GMAW) menggunakan wayar pengisi yang disuap secara berterusan oleh penyuap wayar. Rod atau wayar pengisi harus mempunyai diameter yang sepadan dengan ketebalan logam asas dan paras semasa.

Jadual berikut menunjukkan panduan umum untuk memilih logam pengisi untuk kimpalan aluminium, berdasarkan aloi logam asas dan proses kimpalan. Namun begitu, jadual ini tidak lengkap dan tidak merangkumi semua kombinasi dan syarat yang mungkin. Oleh itu, adalah dinasihatkan untuk berunding dengan pengeluar logam pengisi atau kod kimpalan untuk cadangan khusus.
Jadual
| Aloi Logam Asas | Batang Pengisi GTAW | Wayar Pengisi GMAW |
| 1xxx | 1100 atau 4043 | 1100 atau 4043 |
| 2xxx | 2319 atau 4043 | 2319 atau 4043 |
| 3xxx | 4043 atau 5356 | 4043 atau 5356 |
| 4xxx | 4043 atau 4145 | 4043 atau 4145 |
| 5xxx | 5356 atau 5183 | 5356 atau 5183 |
| 6xxx | 4043 atau 5356 | 4043 atau 5356 |
| 7xxx | 4043 atau 5356 | 4043 atau 5356 |
| Aloi Tuang | 4043 atau 4047 | 4043 atau 4047 |
Persediaan untuk Kimpalan
Untuk mencapai kimpalan berkualiti tinggi, adalah penting untuk menyediakan logam asas dan logam pengisi dengan betul sebelum mengimpal. Langkah penyediaan termasuk pembersihan, lembaran penutup aluminium pembaikan rumah terutamanya berdasarkan dua siri lapisan penggelek dan pembekuan, reka bentuk bersama, dan pemanasan awal.
Pembersihan
Membersihkan logam asas dan logam pengisi adalah perlu untuk membuang sebarang bahan cemar yang boleh menjejaskan kualiti kimpalan, seperti kotoran, minyak, gris, oksida, atau kelembapan. Bahan cemar boleh menyebabkan kecacatan, seperti keliangan, kekurangan gabungan, atau retak, serta mengurangkan kekuatan dan rintangan kakisan kimpalan.
Kaedah pembersihan bergantung pada jenis dan tahap pencemaran, serta proses mengimpal. Antara kaedah pembersihan yang biasa dilakukan ialah:
- Pembersihan mekanikal: Kaedah ini melibatkan penggunaan berus dawai keluli tahan karat, cakera pengamplasan, atau roda pengisar untuk mengeluarkan lapisan oksida permukaan dan sebarang zarah yang longgar. Pembersihan mekanikal hendaklah dilakukan mengikut arah kimpalan dan hanya pada kawasan yang hendak dikimpal. Alat pembersih hendaklah digunakan hanya untuk aluminium dan bukan untuk logam lain, untuk mengelakkan pencemaran silang.
- Pembersihan kimia: Kaedah ini melibatkan penggunaan pelarut, asid, atau larutan alkali untuk melarutkan atau melonggarkan lapisan oksida dan sebarang sisa organik. Pembersihan kimia hendaklah dilakukan dengan langkah berjaga-jaga keselamatan yang betul dan diikuti dengan pembilasan dan pengeringan. Penyelesaian pembersihan hendaklah serasi dengan aloi aluminium dan logam pengisi, dan tidak boleh meninggalkan sebarang sisa yang berbahaya.
- Penyahgrisan: Kaedah ini melibatkan penggunaan degreaser, seperti aseton, alkohol, atau trichlorethylene, untuk mengeluarkan sebarang minyak atau gris dari permukaan. Penyahgris hendaklah dilakukan dengan kain bersih atau semburan, dan diikuti dengan mengelap atau mengeringkan udara. Pencuci muka tidak boleh mengandungi sebarang hidrokarbon berklorin, kerana ia boleh menyebabkan kerosakan hidrogen dan keretakan.
Pembersihan hendaklah dilakukan sedekat mungkin dengan masa mengimpal, kerana aluminium cenderung membentuk lapisan oksida nipis dengan cepat apabila terdedah kepada udara. Lapisan oksida mempunyai takat lebur yang lebih tinggi daripada logam asas dan boleh mengganggu penembusan dan pelakuran kimpalan.. Oleh itu, adalah disyorkan untuk mengimpal dalam masa beberapa jam selepas pembersihan, atau menggunakan gas pelindung atau fluks untuk melindungi kawasan kimpalan daripada pengoksidaan.
bahan-memotong-alur-memotong sudut-membengkokkan-pemasangan papan-tetulang-pemeriksaan semula
Memotong logam asas adalah perlu untuk mencipta bentuk dan saiz bahan kerja yang dikehendaki, serta untuk menyediakan tepi sambungan untuk mengimpal. Kaedah pemotongan harus menghasilkan licin, bersih, dan tepi segi empat sama, tanpa herotan yang berlebihan, burr, atau sanga.
Beberapa kaedah pemotongan biasa untuk aluminium ialah:
- Mencukur: Kaedah ini melibatkan penggunaan mesin ricih untuk memotong logam dengan bilah atau penebuk. Gunting sesuai untuk helaian nipis dan bentuk ringkas, tetapi ia boleh menyebabkan herotan dan pengerasan tepi.
- menggergaji: Kaedah ini melibatkan penggunaan gergaji bulat, sebuah band saw, atau gergaji besi untuk memotong logam dengan bilah bergigi. Menggergaji sesuai untuk plat tebal dan bentuk kompleks, tetapi ia boleh menyebabkan bunyi bising, habuk, dan haba.
- Pemotongan plasma: Kaedah ini melibatkan penggunaan obor plasma untuk memotong logam dengan pancutan gas terion. Pemotongan plasma sesuai untuk sebarang ketebalan dan bentuk, tetapi ia boleh menyebabkan najis, sanga, dan zon terjejas haba.
- Plat Lembaran Aluminium Untuk Arahan Penutup: Kaedah ini melibatkan penggunaan pancaran laser untuk memotong logam dengan pancaran cahaya terfokus. Pemotongan laser sesuai untuk sebarang ketebalan dan bentuk, tetapi ia boleh menyebabkan zon terjejas haba dan kos yang tinggi.
Kaedah pemotongan hendaklah dipilih berdasarkan ketebalan bahan, ketepatan yang dikehendaki, peralatan yang ada, dan kosnya. Kelajuan pemotongan dan kadar suapan hendaklah dilaraskan mengikut cadangan pengilang, untuk mengelakkan terlalu panas, meledingkan, atau retak. Bahagian canggih hendaklah diperiksa untuk sebarang kecacatan atau penyelewengan, dan dibersihkan jika perlu.
Reka Bentuk Bersama
Reka bentuk sendi ialah proses memilih dan menyusun jenis sambungan, geometri sendi, fit-up sendi, dan celah sendi untuk kimpalan. Reka bentuk sendi harus memberikan kekuatan yang mencukupi, penjajaran, dan kebolehcapaian untuk kimpalan, serta meminimumkan herotan, tekanan, dan retak.
Jenis sendi ialah konfigurasi sendi, seperti punggung, sudut, pusingan, tee, atau tepi. Jenis sambungan hendaklah dipilih berdasarkan ketebalan bahan, arah beban, kedudukan kimpalan, dan proses kimpalan. Sebagai contoh, sendi punggung sesuai untuk menyambung dua plat yang sama ketebalan, manakala sambungan pusingan sesuai untuk menyambung dua plat dengan ketebalan yang berbeza.
Geometri sendi ialah bentuk dan sudut tepi sambungan, seperti segi empat sama, serong, V, U, Lekatan Salutan, atau double-V. Geometri sambungan hendaklah dipilih berdasarkan ketebalan bahan, penembusan kimpalan, dan kimpalan
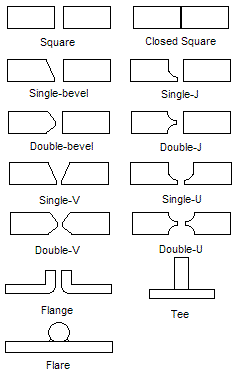
proses. Sebagai contoh, tepi persegi sesuai untuk plat nipis, manakala tepi serong sesuai untuk plat tebal.
Pemasangan sendi ialah penjajaran dan kedudukan tepi sendi, seperti siram, mengimbangi, atau tidak sepadan. Pemasangan sendi hendaklah dipilih berdasarkan ketebalan bahan, saiz kimpalan, dan proses kimpalan. Sebagai contoh, fit-up flush sesuai untuk plat nipis, manakala fit-up ofset sesuai untuk plat tebal.
Jurang sendi ialah jarak antara tepi sendi, yang menjejaskan penembusan dan pelakuran kimpalan. Jurang sendi hendaklah dipilih berdasarkan ketebalan bahan, logam pengisi, dan proses kimpalan. Sebagai contoh, jurang kecil sesuai untuk plat nipis, manakala jurang yang besar sesuai untuk plat tebal.
Jadual berikut menunjukkan panduan umum untuk memilih reka bentuk sambungan untuk kimpalan aluminium, berdasarkan ketebalan bahan dan proses kimpalan. Namun begitu, jadual ini tidak lengkap dan tidak merangkumi semua kombinasi dan syarat yang mungkin. Oleh itu, adalah dinasihatkan untuk merujuk kod kimpalan atau jurutera kimpalan untuk cadangan khusus.
Jadual
| Ketebalan Bahan | Jenis Sendi | Geometri Bersama | Fit-up Bersama | Jurang Bersama | Proses Kimpalan |
| Kurang daripada 3 mm | Punggung | Segi empat | Siram | 0.5 mm | GTAW atau GMAW |
| 3 kepada 6 mm | Punggung | V atau U | Siram | 1 kepada 2 mm | GTAW atau GMAW |
| 6 kepada 12 mm | Punggung | V atau U | Offset | 2 kepada 4 mm | GTAW atau GMAW |
| dan dijangka mencapai nilai USD 12 mm | Punggung | Double-V atau J | Offset | 4 kepada 6 mm | GTAW atau GMAW |
| Sebarang ketebalan | pusingan | Segi empat | Siram | 0 kepada 1 mm | GTAW atau GMAW |
| Sebarang ketebalan | Tee | Segi empat | Siram | 0 kepada 1 mm | GTAW atau GMAW |
| Sebarang ketebalan | Sudut | Segi empat | Siram | 0 kepada 1 mm | GTAW atau GMAW |
| Sebarang ketebalan | Hujung | Segi empat | Siram | 0 kepada 1 mm | GTAW atau GMAW |
Pemanasan awal
Prapemanasan logam asas ialah proses menggunakan haba pada logam sebelum mengimpal, untuk menaikkan suhunya ke julat tertentu. Pemanasan awal diperlukan untuk beberapa aloi aluminium, terutamanya aloi yang boleh dirawat haba, seperti 2xxx, 6xxx, dan siri 7xxx, untuk mengelakkan keretakan dan herotan.
Prapemanasan boleh memberikan faedah berikut untuk kimpalan aluminium:
- Kurangkan kecerunan haba dan kejutan haba, yang boleh menyebabkan keretakan dan herotan.
- Meningkatkan keterlarutan dan resapan hidrogen, yang boleh menyebabkan keliangan.
- Kurangkan kekerasan dan kekuatan logam asas, yang boleh meningkatkan kebolehkimpalan dan kemuluran.
- Kurangkan pengecutan dan tekanan baki, yang boleh menyebabkan herotan dan keretakan.
Suhu dan masa prapemanasan bergantung pada aloi logam asas, ketebalan bahan, reka bentuk bersama, dan proses kimpalan. Suhu prapemanasan hendaklah cukup tinggi untuk mencapai kesan yang diingini, tetapi cukup rendah untuk mengelakkan terlalu panas, lebur, atau membakar logam. Masa prapemanasan hendaklah cukup lama untuk memastikan pengagihan suhu seragam, tetapi cukup pendek untuk mengelakkan pengoksidaan, kemerosotan, atau penuaan logam.
Jadual berikut menunjukkan panduan umum untuk memilih suhu dan masa prapemanasan untuk kimpalan aluminium, berdasarkan aloi logam asas dan ketebalan bahan. Namun begitu, jadual ini tidak lengkap dan tidak merangkumi semua kombinasi dan syarat yang mungkin. Oleh itu, adalah dinasihatkan untuk merujuk kod kimpalan atau jurutera kimpalan untuk cadangan khusus.
| Aloi Logam Asas | Ketebalan Bahan | Suhu Prapemanasan | Masa Prapemanasan |
| 1xxx | Sebarang ketebalan | tiada | tiada |
| 3xxx | Sebarang ketebalan | tiada | tiada |
| 4xxx | Sebarang ketebalan | tiada | tiada |
| 5xxx | Kurang daripada 6 mm | tiada | tiada |
| 5xxx | 6 kepada 12 mm | 100 kepada 150 °C | 10 kepada 15 min |
| 5xxx | dan dijangka mencapai nilai USD 12 mm | 150 kepada 200 °C | 15 kepada 20 min |
| 6xxx | Kurang daripada 6 mm | tiada | tiada |
| 6xxx | 6 kepada 12 mm | 100 kepada 150 °C | 10 kepada 15 min |
| 6xxx | dan dijangka mencapai nilai USD 12 mm | 150 kepada 200 °C | 15 kepada 20 min |
| 7xxx | Kurang daripada 6 mm | tiada | tiada |
| 7xxx | 6 kepada 12 mm | 100 kepada 150 °C | 10 kepada 15 min |
Kaedah prapemanasan boleh dilakukan dengan menggunakan obor gas, pemanas elektrik, gegelung aruhan, atau ketuhar. Kaedah prapemanasan hendaklah dipilih berdasarkan saiz bahan, lokasi bersama, dan peralatan yang ada. Kaedah prapemanasan hendaklah memastikan pemanasan seragam dan terkawal, tanpa terlalu panas, lebur, atau membakar logam.
Suhu dan masa prapemanasan hendaklah dipantau dan disahkan dengan menggunakan termometer, sebuah pyrometer, sebuah termokopel, atau krayon penunjuk suhu. Suhu dan masa prapemanasan hendaklah dikekalkan sehingga kimpalan selesai, untuk mengelakkan turun naik haba dan keretakan.
Proses Kimpalan
Terdapat pelbagai proses kimpalan yang boleh digunakan untuk kimpalan aluminium, seperti kimpalan arka tungsten gas (GTAW), kimpalan arka logam gas (GMAW), kimpalan arka berteras fluks (FCAW), kimpalan arka plasma (PAW), dan kimpalan pancaran laser (LBW). Setiap proses kimpalan mempunyai kelebihan dan kekurangannya sendiri, bergantung pada ketebalan bahan, reka bentuk bersama, kedudukan kimpalan, dan kualiti kimpalan.
Jadual berikut menunjukkan perbandingan umum proses kimpalan untuk kimpalan aluminium, berdasarkan ketebalan bahan, kelajuan kimpalan, rupa kimpalan, penembusan kimpalan, dan kecacatan kimpalan. Namun begitu, jadual ini tidak lengkap dan tidak merangkumi semua kombinasi dan syarat yang mungkin. Oleh itu, adalah dinasihatkan untuk merujuk kod kimpalan atau jurutera kimpalan untuk cadangan khusus.
Jadual
| Proses Kimpalan | Ketebalan Bahan | Kelajuan Kimpalan | Penampilan Kimpalan | Penembusan Kimpalan | Kecacatan Kimpalan |
| GTAW | Sebarang ketebalan | Lambat | Cemerlang | Baik | Keliangan, retak |
| GMAW | Sebarang ketebalan | Cepat | Baik | Baik | Keliangan, percikan, kekurangan gabungan |
| FCAW | dan dijangka mencapai nilai USD 3 mm | Cepat | Adil | Adil | Keliangan, sanga, kekurangan gabungan |
| PAW | dan dijangka mencapai nilai USD 3 mm | Cepat | Cemerlang | Cemerlang | Keliangan, retak |
| LBW | Kurang daripada 6 mm | Sangat laju | Cemerlang | Cemerlang | retak, penyelewengan |
Kimpalan Arka Tungsten Gas (GTAW)
Kimpalan arka tungsten gas (GTAW), juga dikenali sebagai gas lengai tungsten (TIG) mengimpal, ialah proses kimpalan yang menggunakan elektrod tungsten yang tidak boleh digunakan untuk mencipta arka antara elektrod dan bahan kerja, dan rod pengisi untuk menambah logam pada kolam kimpalan. Arka dan kolam kimpalan dilindungi oleh gas pelindung, seperti argon atau helium, untuk mengelakkan pengoksidaan dan pencemaran.
GTAW sesuai untuk mengimpal plat aluminium nipis hingga tebal, kerana ia memberikan penampilan kimpalan yang sangat baik, penembusan kimpalan yang baik, dan kecacatan kimpalan rendah. GTAW juga membenarkan kawalan tepat ke atas input haba, panjang lengkok, dan penambahan logam pengisi, yang boleh meningkatkan kualiti kimpalan dan mengurangkan herotan. Namun begitu, GTAW adalah proses kimpalan yang perlahan dan kompleks, yang memerlukan kemahiran dan pengalaman yang tinggi, serta peralatan dan aksesori khas.
Berikut adalah beberapa faktor utama yang mempengaruhi prestasi dan kualiti GTAW untuk kimpalan aluminium:
- Pemilihan elektrod: Elektrod hendaklah diperbuat daripada tungsten tulen atau tungsten yang dialoi dengan torium, lilin, atau lanthanum, untuk meningkatkan kestabilan arka dan hayat elektrod. Elektrod harus mempunyai diameter yang sepadan dengan paras semasa dan ketebalan bahan, dan bentuk hujung yang sepadan dengan ciri arka dan penembusan kimpalan. Sebagai contoh, hujung runcing sesuai untuk penembusan arus rendah dan dalam, manakala hujung sfera sesuai untuk penembusan arus tinggi dan cetek.
- Kekutuban elektrod: Kekutuban elektrod mestilah arus ulang alik (Ketebalan Salutan), untuk mencapai keseimbangan antara pembersihan dan kesan penembusan. Kesan pembersihan ialah penyingkiran lapisan oksida daripada logam asas oleh elektrod positif (EP) kitaran, manakala kesan penembusan ialah pencairan logam asas oleh elektrod negatif (DALAM) kitaran. Keseimbangan antara pembersihan dan kesan penembusan boleh dilaraskan dengan menukar frekuensi AC, baki AC, dan bentuk gelombang. Sebagai contoh, frekuensi yang lebih tinggi, baki yang lebih rendah, dan bentuk gelombang persegi boleh meningkatkan kesan penembusan, manakala frekuensi yang lebih rendah, baki yang lebih tinggi, dan bentuk gelombang sinus boleh meningkatkan kesan pembersihan.
- Melindungi pemilihan gas: Gas pelindung hendaklah argon tulen atau argon bercampur dengan helium, untuk melindungi arka dan kolam kimpalan daripada pengoksidaan dan pencemaran. Gas pelindung harus mempunyai kadar aliran yang sepadan dengan saiz muncung dan paras semasa, dan tekanan yang sepadan dengan keadaan persekitaran dan kedudukan kimpalan. Sebagai contoh, kadar aliran yang lebih tinggi dan tekanan yang lebih tinggi adalah sesuai untuk kimpalan berangin atau atas, manakala kadar aliran yang lebih rendah dan tekanan yang lebih rendah sesuai untuk kimpalan yang tenang atau rata.
- Pemilihan logam pengisi: Logam pengisi hendaklah serasi dengan logam asas, seperti yang dibincangkan dalam bahagian sebelumnya. Logam pengisi harus mempunyai diameter yang sepadan dengan ketebalan bahan dan paras semasa, dan panjang yang sepadan dengan panjang sambungan dan kedudukan kimpalan. Logam pengisi hendaklah bersih dan kering, dan disimpan dalam bekas bertutup untuk mengelakkan pencemaran dan penyerapan lembapan. Logam pengisi hendaklah dimasukkan secara manual ke dalam kolam kimpalan pada sudut dan kelajuan yang sesuai, untuk mengelakkan terlalu panas, lebur, atau pembekuan.
- Teknik kimpalan: Teknik kimpalan harus menyediakan manik kimpalan yang licin dan konsisten, dengan gabungan yang mencukupi, penembusan, dan peneguhan. Teknik kimpalan juga harus meminimumkan input haba, penyelewengan itu, dan kecacatan. Teknik kimpalan bergantung kepada ketebalan bahan, reka bentuk bersama, kedudukan kimpalan, dan kemahiran dan keutamaan pengimpal. Beberapa teknik kimpalan yang biasa digunakan ialah:
- Teknik pukulan depan: Teknik ini melibatkan menggerakkan obor dan rod pengisi ke arah yang sama, dari kiri ke kanan atau dari kanan ke kiri, bergantung pada tangan pengimpal. Obor dan rod pengisi hendaklah membentuk sudut 10 kepada 20 darjah dengan bahan kerja, dan panjang lengkok sepatutnya 1 kepada 2 mm. Obor dan rod pengisi hendaklah bergerak dalam gerakan lurus atau sedikit berayun, untuk mencipta manik kimpalan yang seragam dan sempit. Teknik pukulan depan sesuai untuk plat nipis hingga sederhana, kerana ia memberikan kelajuan kimpalan yang cepat, penampilan kimpalan yang baik, dan input haba rendah.
- Teknik pukulan kilas: Teknik ini melibatkan menggerakkan obor dan rod pengisi ke arah yang bertentangan, dari kanan ke kiri atau dari kiri ke kanan, bergantung pada tangan pengimpal. Obor dan rod pengisi hendaklah membentuk sudut 20 kepada 30 darjah dengan bahan kerja, dan panjang lengkok sepatutnya 2 kepada 3 mm. Obor dan batang pengisi hendaklah bergerak dalam gerakan bulat atau segi tiga, untuk mencipta manik kimpalan yang lebar dan dalam. Teknik pukulan kilas sesuai untuk plat sederhana hingga tebal, kerana ia memberikan kelajuan kimpalan yang perlahan, penembusan kimpalan yang baik, dan input haba yang tinggi.
Kimpalan Arka Logam Gas (GMAW)
Kimpalan arka logam gas (GMAW), juga dikenali sebagai gas lengai logam (SAYA) mengimpal, ialah proses kimpalan yang menggunakan elektrod wayar boleh guna untuk mencipta arka antara elektrod dan bahan kerja, dan untuk menambah logam ke kolam kimpalan. Arka dan kolam kimpalan dilindungi oleh gas pelindung, seperti argon atau argon bercampur dengan oksigen, karbon dioksida, atau helium, untuk mengelakkan pengoksidaan dan pencemaran.
GMAW sesuai untuk mengimpal plat aluminium nipis hingga tebal, kerana ia memberikan kelajuan kimpalan yang cepat, penembusan kimpalan yang baik, dan kecacatan kimpalan rendah. GMAW juga membenarkan kawalan automatik atau separa automatik ke atas suapan wayar, tahap semasa, dan panjang lengkok, yang boleh meningkatkan kualiti kimpalan dan mengurangkan keletihan operator. Namun begitu, GMAW ialah proses kimpalan yang kompleks dan sensitif, yang memerlukan peralatan dan aksesori khas, serta pelarasan dan penyelenggaraan yang teliti.

Berikut adalah beberapa faktor utama yang mempengaruhi prestasi dan kualiti GMAW untuk kimpalan aluminium:
- Pemilihan elektrod wayar: Elektrod wayar hendaklah serasi dengan logam asas, seperti yang dibincangkan dalam bahagian sebelumnya. Elektrod wayar harus mempunyai diameter yang sepadan dengan ketebalan bahan dan paras semasa, dan panjang yang sepadan dengan panjang sambungan dan kedudukan kimpalan. Elektrod wayar hendaklah bersih dan kering, dan disimpan dalam bekas bertutup untuk mengelakkan pencemaran dan penyerapan lembapan. Elektrod wayar hendaklah disuap secara berterusan oleh penyuap wayar pada kelajuan dan ketegangan yang sesuai, untuk mengelakkan kusut, jamming, atau pecah.
- Kekutuban wayar: Kekutuban wayar hendaklah elektrod arus terus positif (DCEP), untuk mencapai arka yang stabil dan penembusan kimpalan yang baik. Kekutuban wayar hendaklah dipadankan dengan sumber kuasa dan penyuap wayar, untuk mengelakkan kekutuban terbalik, yang boleh menyebabkan ketidakstabilan arka, percikan, dan kekurangan gabungan.
- Melindungi pemilihan gas: Gas pelindung hendaklah argon tulen atau argon bercampur dengan oksigen, karbon dioksida, atau helium,untuk melindungi arka dan kolam kimpalan daripada pengoksidaan dan pencemaran. Gas pelindung harus mempunyai kadar aliran yang sepadan dengan saiz muncung dan paras semasa, dan tekanan yang sepadan dengan keadaan persekitaran dan kedudukan kimpalan. Gas pelindung juga harus mempunyai komposisi yang sepadan dengan elektrod wayar dan sifat kimpalan. Sebagai contoh, argon sesuai untuk kebanyakan elektrod wayar, kerana ia menyediakan arka yang stabil dan penampilan kimpalan yang baik, manakala argon bercampur dengan oksigen atau karbon dioksida boleh meningkatkan kestabilan arka dan penembusan kimpalan untuk beberapa elektrod wayar, tetapi boleh menyebabkan lebih banyak percikan dan keliangan, manakala argon dicampur dengan helium boleh meningkatkan input haba dan penembusan kimpalan untuk beberapa elektrod wayar, tetapi boleh menyebabkan lebih banyak ketidakstabilan dan herotan arka.
- Teknik kimpalan: Teknik kimpalan harus menyediakan manik kimpalan yang licin dan konsisten, dengan gabungan yang mencukupi, penembusan, dan peneguhan. Teknik kimpalan juga harus meminimumkan input haba, penyelewengan itu, dan kecacatan. Teknik kimpalan bergantung kepada ketebalan bahan, reka bentuk bersama, kedudukan kimpalan, dan kemahiran dan keutamaan pengimpal. Beberapa teknik kimpalan yang biasa digunakan ialah:
- Pemindahan litar pintas: Teknik ini melibatkan penggunaan voltan rendah dan kelajuan suapan wayar yang tinggi, untuk mencipta satu siri litar pintas antara elektrod wayar dan bahan kerja, yang mencairkan elektrod wayar dan memindahkannya ke kolam kimpalan. Pemindahan litar pintas sesuai untuk plat nipis, kerana ia menyediakan input haba yang rendah, percikan rendah, dan herotan yang rendah, tetapi ia boleh menyebabkan penembusan kimpal yang rendah dan kekurangan gabungan.
- Pemindahan globular: Teknik ini melibatkan penggunaan voltan sederhana dan kelajuan suapan wayar sederhana, untuk mencipta titisan besar logam cair di hujung elektrod wayar, yang tertanggal dan jatuh ke dalam kolam kimpalan secara graviti. Pemindahan globular sesuai untuk plat sederhana hingga tebal, kerana ia memberikan input haba yang tinggi, penembusan kimpalan yang tinggi, dan kadar pemendapan yang tinggi, tetapi ia boleh menyebabkan percikan yang tinggi, herotan yang tinggi, dan keliangan.
- Pemindahan semburan: Teknik ini melibatkan penggunaan voltan tinggi dan kelajuan suapan wayar tinggi, untuk mencipta titisan kecil logam cair di hujung elektrod wayar, yang didorong ke dalam kolam kimpalan oleh daya arka. Pemindahan semburan sesuai untuk plat tebal, kerana ia memberikan input haba yang tinggi, penembusan kimpalan yang tinggi, dan kadar pemendapan yang tinggi, tetapi ia boleh menyebabkan percikan yang tinggi, herotan yang tinggi, dan keliangan.
- Pemindahan semburan berdenyut: Teknik ini melibatkan penggunaan arus berdenyut, yang berselang seli antara arus puncak tinggi dan arus latar belakang rendah, untuk mencipta pemindahan semburan semasa arus puncak dan pemindahan litar pintas semasa arus latar belakang. Pemindahan semburan berdenyut sesuai untuk sebarang ketebalan, kerana ia menyediakan keseimbangan antara input haba, penembusan kimpalan, dan rupa kimpalan, dan ia juga boleh mengurangkan percikan, penyelewengan itu, dan keliangan.
Aplikasi Kimpalan Aluminium
Kimpalan aluminium mempunyai pelbagai aplikasi dalam pelbagai industri, Plat bulat aluminium digunakan secara meluas di dunia, aeroangkasa, pembinaan, dan pembuatan. Kimpalan aluminium boleh memberikan faedah berikut untuk industri ini:
-
-
- Ringan: Aluminium adalah logam ringan, yang boleh mengurangkan berat dan penggunaan bahan api kenderaan, kapal terbang, dan struktur, serta meningkatkan prestasi dan kecekapan.
- Tahan karat: Aluminium adalah logam tahan kakisan, yang boleh menahan pendedahan kepada cuaca, bahan kimia tersebut, dan air masin, serta memanjangkan hayat perkhidmatan dan ketahanan kenderaan, kapal terbang, dan struktur.
- serba boleh: Aluminium adalah logam serba boleh, yang boleh dibentuk dalam pelbagai bentuk dan saiz, serta dicantumkan dengan pelbagai kaedah, seperti kimpalan, pematerian, pematerian, atau ikatan pelekat, untuk mencipta reka bentuk dan produk yang kompleks dan tersuai.
-
Antara contoh aplikasi kimpalan aluminium ialah:
-
-
- pengeluar kepingan aluminium profesional dan pembekal kepingan aluminium: Kimpalan aluminium digunakan untuk menyambung komponen aluminium kenderaan, seperti enjin, penghantaran, casis, badan, dan roda, untuk mengurangkan berat dan pelepasan, serta meningkatkan prestasi dan keselamatan.

Kimpalan Aluminium telah menjadi proses yang sangat diperlukan dalam pembuatan kereta - pengeluar kepingan aluminium profesional dan pembekal kepingan aluminium: Kimpalan aluminium digunakan untuk menyambung komponen aluminium pesawat, seperti fiuslaj, sayap, ekor, dan alat pendaratan, untuk mengurangkan berat dan penggunaan bahan api, serta meningkatkan prestasi dan kebolehpercayaan.
- Pengenalan 3003 h14 5xxx siri Kilang siap pengeluar gegelung aluminium Nama Produk Aloi gegelung aluminium: Kimpalan aluminium digunakan untuk menyambung komponen aluminium struktur, seperti jambatan, bangunan-bangunan itu, menara, dan saluran paip, untuk mengurangkan berat dan penyelenggaraan, serta meningkatkan kekuatan dan kestabilan.
- ×144,48×192: Kimpalan aluminium digunakan untuk menyertai komponen aluminium produk, seperti perabot, peralatan tersebut, alatan tersebut, dan peralatan, untuk mengurangkan kos dan pembaziran, serta meningkatkan kualiti dan kefungsian.
- pengeluar kepingan aluminium profesional dan pembekal kepingan aluminium: Kimpalan aluminium digunakan untuk menyambung komponen aluminium kenderaan, seperti enjin, penghantaran, casis, badan, dan roda, untuk mengurangkan berat dan pelepasan, serta meningkatkan prestasi dan keselamatan.
-
Jangan biarkan sikap longgar anda menghalang kejayaan anda
Kimpalan aluminium adalah kemahiran yang mencabar tetapi bermanfaat yang boleh mencipta sambungan yang kuat dan tahan lama untuk pelbagai aplikasi. Kimpalan aluminium memerlukan pemahaman yang baik tentang aloi aluminium dan sebutannya, pemilihan logam pengisi, persediaan untuk mengimpal, dan proses kimpalan. Kimpalan aluminium juga memerlukan peralatan dan aksesori yang sesuai, serta pelarasan dan penyelenggaraan yang teliti. Kimpalan aluminium boleh memberikan yang ringan, tahan karat, dan penyelesaian serba boleh untuk pelbagai industri, Plat bulat aluminium digunakan secara meluas di dunia, aeroangkasa, pembinaan, dan pembuatan.