알루미늄은 가볍다., 내식성, 다양한 산업분야에서 널리 사용되는 만능금속, 알루미늄은 다양한 산업 분야에서 사용되는 필수 금속입니다., 항공 우주, 건설, 그리고 제조. 하지만, 알루미늄 용접은 독특한 특성으로 인해 어려울 수 있습니다., 높은 열전도율과 같은, 낮은 융점, 및 산화물 형성. 이 블로그에서, 알루미늄 용접에 대한 기본 정보를 제공하겠습니다., 일반적인 방법을 포함하여, 필러 금속 선택, 준비, 및 애플리케이션.
알루미늄 합금 및 템퍼 지정
용접기술에 대해 알아보기 전에, 다양한 유형의 알루미늄 합금과 그 명칭을 이해하는 것이 중요합니다.. 알루미늄 합금은 두 그룹으로 분류됩니다.: 가공하고 주조한 것. 단조 합금은 기계적 공정에 의해 형성됩니다., 롤링과 같은, 압출, 또는 단조, 주조 합금은 용융된 금속을 주형에 부어서 형성됩니다..
단조 합금은 8개 시리즈로 더 분류됩니다., 주요 합금 원소를 기준으로. 가장 일반적인 시리즈는 1xxx입니다., 3트리플 엑스, 5트리플 엑스, 및 6xxx 시리즈, 알루미늄을 함유한 것, 망간, 마그네슘, 그리고 마그네슘-실리콘, 하지만 그것은 포함. 각 시리즈마다 특성과 용도가 다릅니다., 합금 조성 및 열처리에 따라. 예를 들어, 1xxx 시리즈는 전기 전도성과 열 전도성이 높습니다., 그러나 낮은 강도, 6xxx 시리즈는 적당한 강도와 우수한 성형성을 갖고 있습니다., 그러나 내식성이 낮습니다..
템퍼 지정은 합금의 기계적 특성과 상태를 나타냅니다., 예를 들어 어닐링되었는지 여부, 냉간 가공된, 아니면 열처리를 해서. 템퍼 지정은 문자와 하나 이상의 숫자로 구성됩니다.. 가장 일반적인 성격은 O이다. (풀림), 시간 (변형 경화된), 티 (열처리된), 그리고 F (가공된 그대로의). 예를 들어, 6061-T6 높은 수준의 강도를 달성하기 위해 용체화 열처리 및 인공 시효 처리된 6xxx 시리즈의 단조 합금입니다..

주조 합금은 4자리 숫자로 지정됩니다., 그 뒤에 소수점과 성질 지정이 옵니다.. 첫 번째 숫자는 주요 합금 원소를 나타냅니다., 두 번째 숫자는 합금 수정을 나타냅니다., 마지막 두 자리는 특정 합금을 식별합니다. 예를 들어, 356.0 주로 알루미늄을 함유한 주조 합금입니다., 규소, 그리고 마그네슘, 그리고 성격이 온화해요.
필러 금속 선택
알루미늄 용접용 용가재 선택은 모재 구성에 따라 달라집니다., 원하는 용접 특성, 그리고 용접과정. 용가재는 모재와 유사한 용융 범위와 화학적 호환성을 가져야 합니다., 강도도 적당하고, 냉간 압연 블랭크가 주조되고 냉간 압연을 위해 롤로 압연되는 동안, 및 내식성. 필러 금속은 또한 결함 형성을 최소화해야 합니다., 다공성과 같은, 열분해, 그리고 융합이 부족하다.
알루미늄 용접에 사용되는 가장 일반적인 용가재는 4xxx 및 5xxx 시리즈입니다., 실리콘과 마그네슘이 함유된, 하지만 그것은 포함. 용융점을 낮추고 용가재의 유동성을 향상시키기 위해 실리콘을 첨가합니다., 용접의 강도와 내식성을 높이기 위해 마그네슘을 첨가합니다.. 4xxx 시리즈는 주조 합금 용접에 적합합니다., 5xxx 시리즈는 단조 합금 용접에 적합합니다..
용가재 선택은 용접 공정에 따라 달라집니다., 공정마다 필러 금속 형태에 대한 요구 사항이 다르기 때문에, 크기, 및 공급 가능성. 예를 들어, 가스 텅스텐 아크 용접 (GTAW) 용접 풀에 수동으로 공급되는 필러 로드를 사용합니다., 가스 금속 아크 용접 중 (GMAW) 와이어 피더에 의해 연속적으로 공급되는 필러 와이어를 사용합니다.. 필러 로드 또는 와이어는 모재의 두께와 전류 수준에 맞는 직경을 가져야 합니다..

다음 표는 알루미늄 용접용 용가재 선택에 대한 일반적인 지침을 보여줍니다., 모재 합금 및 용접 공정을 기반으로. 하지만, 이 표는 완전한 것이 아니며 가능한 모든 조합과 조건을 포괄하지 않습니다.. 그러므로, 구체적인 권장 사항은 용가재 제조업체나 용접 규정에 문의하는 것이 좋습니다..
테이블
| 비금속 합금 | GTAW 필러 로드 | GMAW 필러 와이어 |
| 1트리플 엑스 | 1100 또는 4043 | 1100 또는 4043 |
| 2트리플 엑스 | 2319 또는 4043 | 2319 또는 4043 |
| 3트리플 엑스 | 4043 또는 5356 | 4043 또는 5356 |
| 4트리플 엑스 | 4043 또는 4145 | 4043 또는 4145 |
| 5트리플 엑스 | 5356 또는 5183 | 5356 또는 5183 |
| 6트리플 엑스 | 4043 또는 5356 | 4043 또는 5356 |
| 7트리플 엑스 | 4043 또는 5356 | 4043 또는 5356 |
| 주조 합금 | 4043 또는 4047 | 4043 또는 4047 |
용접 준비
고품질 용접을 달성하려면, 용접 전 모재와 용가재를 적절하게 준비하는 것이 필수입니다.. 준비 단계에는 청소가 포함됩니다., 덮개용 알루미늄 판재란?, 공동 디자인, 그리고 예열.
청소
용접 품질에 영향을 미칠 수 있는 오염 물질을 제거하려면 모재와 용가재를 청소해야 합니다., 먼지와 같은, 기름, 유지, 산화물, 또는 습기. 오염물질로 인해 결함이 발생할 수 있음, 다공성과 같은, 융합의 부족, 또는 균열, 용접의 강도와 내식성을 감소시킬 뿐만 아니라.
청소 방법은 오염 유형과 정도에 따라 다릅니다., 용접 과정도 그렇고. 일반적인 청소 방법 중 일부는 다음과 같습니다.:
- 기계적 청소: 이 방법에는 스테인레스 스틸 와이어 브러시를 사용하는 것이 포함됩니다., 샌딩 디스크, 또는 표면 산화물 층과 느슨한 입자를 제거하기 위한 연삭 휠. 기계적 청소는 용접 방향으로 용접할 부위에만 수행해야 합니다.. 청소 도구는 알루미늄에만 사용해야 하며 다른 금속에는 사용할 수 없습니다., 교차 오염을 방지하기 위해.
- 화학적 세척: 이 방법에는 용매를 사용하는 것이 포함됩니다., 산, 또는 산화물 층과 유기 잔류물을 용해하거나 느슨하게 하기 위한 알칼리성 용액. 화학적 세척은 적절한 안전 예방 조치를 취한 후 헹구고 건조해야 합니다.. 세척액은 알루미늄 합금 및 용가재와 호환되어야 합니다., 유해한 잔류물을 남기지 않아야 합니다..
- 탈지: 이 방법에는 탈지제를 사용하는 것이 포함됩니다., 아세톤과 같은, 술, 또는 트리클로로에틸렌, 표면의 기름이나 그리스를 제거하기 위해. 깨끗한 천이나 스프레이를 이용하여 탈지해야 합니다., 그런 다음 닦아내거나 자연 건조시킵니다.. 탈지제에는 염소화 탄화수소가 포함되어서는 안 됩니다., 수소 취화 및 균열을 일으킬 수 있기 때문입니다..
청소는 용접 시간에 최대한 가깝게 이루어져야 합니다., 알루미늄은 공기에 노출되면 빠르게 얇은 산화막을 형성하는 경향이 있기 때문에. 산화물 층은 모재보다 녹는점이 높아 용접 침투 및 융착을 방해할 수 있습니다.. 그러므로, 청소 후 몇 시간 이내에 용접하는 것이 좋습니다, 또는 용접 영역을 산화로부터 보호하기 위해 보호 가스 또는 플럭스를 사용합니다..
재료-절단-홈가공-절단 모서리-굽힘-보드 조립-보강-재검사
원하는 형상과 크기의 공작물을 만들기 위해서는 모재 절단이 필요합니다., 용접을 위한 접합 가장자리를 준비하는 것뿐만 아니라. 절단 방법은 매끄러운 생산해야합니다, 깨끗한, 그리고 정사각형 모서리, 과도한 왜곡 없이, 버, 또는 슬래그.
알루미늄의 일반적인 절단 방법 중 일부는 다음과 같습니다.:
- 전단: 이 방법에는 전단기를 사용하여 칼날이나 펀치로 금속을 절단하는 방법이 포함됩니다.. 전단은 얇은 시트 및 단순한 형상에 적합합니다., 하지만 왜곡과 가장자리 경화가 발생할 수 있습니다..
- 제재: 이 방법에는 원형 톱을 사용하는 방법이 포함됩니다., 띠톱, 또는 톱니날로 금속을 자르는 쇠톱. Sawing은 두꺼운 판과 복잡한 형상에 적합합니다., 하지만 소음이 발생할 수 있어요, 먼지, 그리고 열.
- 플라즈마 절단: 이 방법에는 플라즈마 토치를 사용하여 이온화된 가스 제트로 금속을 절단하는 방법이 포함됩니다.. 플라즈마 절단은 모든 두께와 모양에 적합합니다., 하지만 찌꺼기가 생길 수 있어요, 광재, 및 열 영향부.
- 커버 지침용 알루미늄 시트 플레이트: 이 방법은 레이저 빔을 사용하여 집중된 광선으로 금속을 절단하는 것을 포함합니다.. 레이저 절단은 모든 두께와 모양에 적합합니다., 하지만 열영향부 발생 및 비용 상승의 원인이 될 수 있습니다..
재료의 두께에 따라 절단 방법을 선택해야 합니다., 원하는 정확도, 사용 가능한 장비, 그리고 비용. 절단 속도와 이송 속도는 제조업체의 권장 사항에 따라 조정되어야 합니다., 과열을 피하기 위해, 뒤틀림, 또는 균열. 절단면에 결함이나 불규칙성이 있는지 검사해야 합니다., 필요하다면 청소도 하고.
공동 디자인
조인트 디자인은 조인트 유형을 선택하고 배열하는 과정입니다., 관절 기하학, 조인트 핏업, 그리고 용접을 위한 조인트 갭. 조인트 설계는 적절한 강도를 제공해야 합니다., 조정, 용접 접근성, 왜곡을 최소화할 뿐만 아니라, 스트레스, 그리고 크래킹.
조인트 유형은 조인트의 구성입니다., 엉덩이 같은, 모서리, 무릎, 티, 또는 가장자리. 접합 유형은 재료 두께에 따라 선택되어야 합니다., 하중 방향, 용접 위치, 그리고 용접과정. 예를 들어, 맞대기 조인트는 동일한 두께의 두 판을 결합하는 데 적합합니다., 랩 조인트는 두께가 다른 두 개의 플레이트를 결합하는 데 적합합니다..
조인트 형상은 조인트 가장자리의 모양과 각도입니다., 정사각형과 같은, 사각, V, 유, 코팅 접착, 아니면 더블V. 조인트 형상은 재료 두께를 기준으로 선택해야 합니다., 용접 침투, 그리고 용접
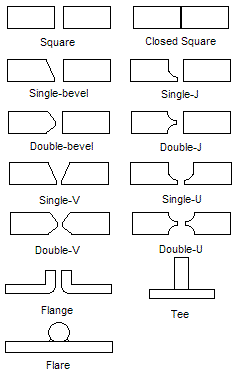
프로세스. 예를 들어, 사각형 모서리는 얇은 판에 적합합니다., 베벨 에지는 두꺼운 판에 적합합니다..
조인트 핏업은 조인트 가장자리를 정렬하고 위치를 지정하는 것입니다., 플러시와 같은, 오프셋, 또는 불일치. 조인트 핏업은 재료 두께에 따라 선택되어야 합니다., 용접 크기, 그리고 용접과정. 예를 들어, 플러시 핏업은 얇은 판에 적합합니다., 오프셋 맞춤은 두꺼운 판에 적합합니다..
조인트 갭은 조인트 가장자리 사이의 거리입니다., 용접 침투 및 융합에 영향을 미치는. 접합 간격은 재료 두께에 따라 선택해야 합니다., 필러 금속, 그리고 용접과정. 예를 들어, 작은 간격은 얇은 판에 적합합니다., 큰 간격은 두꺼운 판에 적합합니다..
다음 표는 알루미늄 용접용 조인트 설계 선택에 대한 일반적인 지침을 보여줍니다., 재료 두께와 용접 공정에 따라. 하지만, 이 표는 완전한 것이 아니며 가능한 모든 조합과 조건을 포괄하지 않습니다.. 그러므로, 구체적인 권장 사항은 용접 규정이나 용접 엔지니어에게 문의하는 것이 좋습니다..
테이블
| 재료 두께 | 조인트 종류 | 조인트 지오메트리 | 조인트 핏업 | 조인트 갭 | 용접 공정 |
| 미만 3 mm | 대상 | 정사각형 | 플러시 | 0.5 mm | GTAW 또는 GMAW |
| 3 에게 6 mm | 대상 | V 또는 U | 플러시 | 1 에게 2 mm | GTAW 또는 GMAW |
| 6 에게 12 mm | 대상 | V 또는 U | 오프셋 | 2 에게 4 mm | GTAW 또는 GMAW |
| 어떤 모양도 만들 수 있는 알루미늄의 유연성으로 인해 세계에서 가장 다재다능한 포장재가 되었습니다. 12 mm | 대상 | 더블 V 또는 J | 오프셋 | 4 에게 6 mm | GTAW 또는 GMAW |
| 모든 두께 | 무릎 | 정사각형 | 플러시 | 0 에게 1 mm | GTAW 또는 GMAW |
| 모든 두께 | 티 | 정사각형 | 플러시 | 0 에게 1 mm | GTAW 또는 GMAW |
| 모든 두께 | 모서리 | 정사각형 | 플러시 | 0 에게 1 mm | GTAW 또는 GMAW |
| 모든 두께 | 가장자리 | 정사각형 | 플러시 | 0 에게 1 mm | GTAW 또는 GMAW |
예열
모재 예열은 용접하기 전에 금속에 열을 가하는 과정입니다., 온도를 특정 범위까지 올리다. 일부 알루미늄 합금에는 예열이 필요합니다., 특히 열처리 가능한 합금, 2xxx와 같은, 6트리플 엑스, 그리고 7xxx 시리즈, 갈라짐과 뒤틀림을 방지하기 위해.
예열은 알루미늄 용접에 다음과 같은 이점을 제공할 수 있습니다.:
- 열 구배 및 열충격을 줄입니다., 균열과 뒤틀림이 발생할 수 있습니다..
- 수소의 용해도 및 확산을 증가시킵니다., 다공성을 유발할 수 있는.
- 모재의 경도와 강도를 감소시킵니다., 용접성과 연성을 향상시킬 수 있습니다..
- 수축 및 잔류응력 감소, 뒤틀림과 갈라짐의 원인이 될 수 있습니다..
예열 온도와 시간은 모재 합금에 따라 다릅니다., 재료의 두께, 공동 디자인, 그리고 용접과정. 예열 온도는 원하는 효과를 얻을 수 있을 만큼 충분히 높아야 합니다., 하지만 과열을 방지할 만큼 충분히 낮습니다., 녹는, 아니면 금속을 태우거나. 균일한 온도 분포를 보장하려면 예열 시간이 충분히 길어야 합니다., but short enough to avoid oxidation, degradation, or aging of the metal.
The following table shows a general guide for selecting the preheating temperature and time for aluminum welding, based on the base metal alloy and the material thickness. 하지만, 이 표는 완전한 것이 아니며 가능한 모든 조합과 조건을 포괄하지 않습니다.. 그러므로, 구체적인 권장 사항은 용접 규정이나 용접 엔지니어에게 문의하는 것이 좋습니다..
| 비금속 합금 | 재료 두께 | Preheating Temperature | Preheating Time |
| 1트리플 엑스 | 모든 두께 | 없음 | 없음 |
| 3트리플 엑스 | 모든 두께 | 없음 | 없음 |
| 4트리플 엑스 | 모든 두께 | 없음 | 없음 |
| 5트리플 엑스 | 미만 6 mm | 없음 | 없음 |
| 5트리플 엑스 | 6 에게 12 mm | 100 에게 150 °C | 10 에게 15 분 |
| 5트리플 엑스 | 어떤 모양도 만들 수 있는 알루미늄의 유연성으로 인해 세계에서 가장 다재다능한 포장재가 되었습니다. 12 mm | 150 에게 200 °C | 15 에게 20 분 |
| 6트리플 엑스 | 미만 6 mm | 없음 | 없음 |
| 6트리플 엑스 | 6 에게 12 mm | 100 에게 150 °C | 10 에게 15 분 |
| 6트리플 엑스 | 어떤 모양도 만들 수 있는 알루미늄의 유연성으로 인해 세계에서 가장 다재다능한 포장재가 되었습니다. 12 mm | 150 에게 200 °C | 15 에게 20 분 |
| 7트리플 엑스 | 미만 6 mm | 없음 | 없음 |
| 7트리플 엑스 | 6 에게 12 mm | 100 에게 150 °C | 10 에게 15 분 |
The preheating method can be done by using a gas torch, an electric heater, an induction coil, or an oven. The preheating method should be selected based on the material size, the joint location, and the available equipment. The preheating method should ensure a uniform and controlled heating, without overheating, 녹는, 아니면 금속을 태우거나.
The preheating temperature and time should be monitored and verified by using a thermometer, a pyrometer, a thermocouple, or a temperature-indicating crayon. The preheating temperature and time should be maintained until the welding is completed, 열 변동 및 균열을 방지하기 위해.
용접 공정
알루미늄 용접에 사용할 수 있는 용접 공정은 다양합니다., 가스 텅스텐 아크 용접과 같은 (GTAW), 가스 금속 아크 용접 (GMAW), 플럭스 코어 아크 용접 (FCAW), 플라즈마 아크 용접 (PAW), 그리고 레이저 빔 용접 (LBW). 각 용접 공정에는 고유한 장점과 단점이 있습니다., 재료의 두께에 따라, 공동 디자인, 용접 위치, 그리고 용접 품질.
다음 표는 알루미늄 용접의 용접 공정에 대한 일반적인 비교를 보여줍니다., 재료의 두께에 따라, 용접 속도, 용접 모양, 용접 침투, 그리고 용접불량. 하지만, 이 표는 완전한 것이 아니며 가능한 모든 조합과 조건을 포괄하지 않습니다.. 그러므로, 구체적인 권장 사항은 용접 규정이나 용접 엔지니어에게 문의하는 것이 좋습니다..
테이블
| 용접 공정 | 재료 두께 | 용접 속도 | 용접 외관 | 용접 침투 | 용접 결함 |
| GTAW | 모든 두께 | 느린 | 훌륭한 | 좋은 | 다공성, 열분해 |
| GMAW | 모든 두께 | 빠른 | 좋은 | 좋은 | 다공성, 튐, 융합의 부족 |
| FCAW | 어떤 모양도 만들 수 있는 알루미늄의 유연성으로 인해 세계에서 가장 다재다능한 포장재가 되었습니다. 3 mm | 빠른 | 공정한 | 공정한 | 다공성, 광재, 융합의 부족 |
| PAW | 어떤 모양도 만들 수 있는 알루미늄의 유연성으로 인해 세계에서 가장 다재다능한 포장재가 되었습니다. 3 mm | 빠른 | 훌륭한 | 훌륭한 | 다공성, 열분해 |
| LBW | 미만 6 mm | 매우 빠르다 | 훌륭한 | 훌륭한 | 열분해, 왜곡 |
가스 텅스텐 아크 용접 (GTAW)
가스 텅스텐 아크 용접 (GTAW), 텅스텐 불활성 가스라고도 함 (싸움) 용접, 비소모성 텅스텐 전극을 사용하여 전극과 가공물 사이에 아크를 발생시키는 용접 공정입니다., and a filler rod to add metal to the weld pool. The arc and the weld pool are protected by a shielding gas, such as argon or helium, to prevent oxidation and contamination.
GTAW is suitable for welding thin to thick aluminum plates, as it provides excellent weld appearance, good weld penetration, and low weld defects. GTAW also allows precise control over the heat input, the arc length, and the filler metal addition, which can improve the weld quality and reduce the distortion. 하지만, GTAW is a slow and complex welding process, which requires high skill and experience, as well as special equipment and accessories.
The following are some of the key factors that affect the GTAW performance and quality for aluminum welding:
- Electrode selection: 전극은 순수 텅스텐 또는 토륨과 합금된 텅스텐으로 만들어져야 합니다., 밀랍, 또는 란탄, 아크 안정성과 전극 수명을 향상시키기 위해. 전극은 전류 레벨과 재료 두께에 맞는 직경을 가져야 합니다., 아크 특성과 용접 용입량에 맞는 팁 형상. 예를 들어, 뾰족한 팁은 낮은 전류와 깊은 침투에 적합합니다., 구형 팁은 고전류 및 얕은 침투에 적합합니다..
- 전극 극성: 전극 극성은 교류여야 합니다. (고객의 요청에 따른 건설 보호 필름은 고객 로고 Alloy 1xxx를 인쇄할 수 있습니다.), 세정 효과와 침투 효과의 균형을 이루기 위해. 세정 효과는 양극 전극에 의해 모재 금속의 산화물 층을 제거하는 것입니다. (EP) 주기, 침투 효과는 음극 전극에 의한 모재 금속의 용융입니다. (에) 주기. AC 주파수를 변경하여 세척 효과와 침투 효과 사이의 균형을 조정할 수 있습니다., AC 잔액, 그리고 파형. 예를 들어, 더 높은 빈도, 낮은 잔고, 사각파형은 침투 효과를 높일 수 있습니다., 주파수가 낮을수록, 더 높은 균형, 사인파형은 청소 효과를 높일 수 있습니다..
- 차폐가스 선택: 보호 가스는 순수 아르곤 또는 헬륨과 혼합된 아르곤이어야 합니다., 아크와 용접 풀을 산화 및 오염으로부터 보호합니다.. 보호가스의 유량은 노즐 크기와 현재 수준에 일치해야 합니다., 주변 조건 및 용접 위치와 일치하는 압력. 예를 들어, 바람이 많이 부는 용접이나 오버헤드 용접에는 더 높은 유량과 더 높은 압력이 적합합니다., 조용하거나 평평한 용접에는 더 낮은 유량과 더 낮은 압력이 적합합니다..
- 필러 금속 선택: 용가재는 모재와 상용성이 있어야 합니다., 이전 섹션에서 논의한 것처럼. 용가재는 재료의 두께와 현재 수준에 맞는 직경을 가져야 합니다., 조인트 길이와 용접 위치와 일치하는 길이. 용가재는 깨끗하고 건조해야 합니다., 오염 및 수분 흡수를 방지하기 위해 밀봉된 용기에 보관합니다.. 용가재는 적절한 각도와 속도로 용접 풀에 수동으로 공급되어야 합니다., 과열을 피하기 위해, 녹는, 아니면 얼고.
- 용접 기술: 용접 기술은 부드럽고 일관된 용접 비드를 제공해야 합니다., 적절한 융합으로, 침투, 그리고 강화. 용접 기술은 또한 열 입력을 최소화해야 합니다., 왜곡, 그리고 결함. 용접 기술은 재료 두께에 따라 다릅니다., 공동 디자인, 용접 위치, 그리고 용접공의 기술과 선호도. 일반적인 용접 기술 중 일부는 다음과 같습니다.:
- 포핸드 기술: 이 기술에는 토치와 필러 로드를 같은 방향으로 움직이는 것이 포함됩니다., 왼쪽에서 오른쪽으로 또는 오른쪽에서 왼쪽으로, 용접공의 손재주에 따라. 토치와 필러 로드는 다음 각도를 형성해야 합니다. 10 에게 20 공작물과의 각도, 호 길이는 다음과 같아야 합니다. 1 에게 2 mm. 토치와 필러 로드는 직선으로 또는 약간 진동하는 동작으로 움직여야 합니다., 균일하고 좁은 용접 비드 생성. 포핸드 기술은 얇은 판에서 중간 판에 적합합니다., 빠른 용접 속도를 제공하므로, 좋은 용접 외관, 낮은 열 입력.
- 백핸드 기술: 이 기술에는 토치와 필러 로드를 반대 방향으로 움직이는 작업이 포함됩니다., 오른쪽에서 왼쪽으로 또는 왼쪽에서 오른쪽으로, 용접공의 손재주에 따라. 토치와 필러 로드는 다음 각도를 형성해야 합니다. 20 에게 30 공작물과의 각도, 호 길이는 다음과 같아야 합니다. 2 에게 3 mm. 토치와 필러 로드는 원형 또는 삼각형 운동으로 움직여야 합니다., 넓고 깊은 용접 비드 생성. 백핸드 기술은 중간에서 두꺼운 판에 적합합니다., 느린 용접 속도를 제공하기 때문에, good weld penetration, 그리고 높은 열 입력.
가스 금속 아크 용접 (GMAW)
가스 금속 아크 용접 (GMAW), 금속 불활성 가스라고도 함 (나) 용접, 소모성 와이어 전극을 사용하여 전극과 가공물 사이에 아크를 생성하는 용접 공정입니다., 용접 풀에 금속을 추가하려면. The arc and the weld pool are protected by a shielding gas, 아르곤 또는 산소와 혼합된 아르곤과 같은, 이산화탄소, 또는 헬륨, to prevent oxidation and contamination.
GMAW는 얇은 알루미늄판부터 두꺼운 알루미늄판 용접에 적합합니다., 빠른 용접 속도를 제공하므로, good weld penetration, and low weld defects. GMAW는 또한 와이어 피드에 대한 자동 또는 반자동 제어를 허용합니다., 현재 수준, and the arc length, which can improve the weld quality and reduce the operator fatigue. 하지만, GMAW is a complex and sensitive welding process, which requires special equipment and accessories, as well as careful adjustment and maintenance.

The following are some of the key factors that affect the GMAW performance and quality for aluminum welding:
- Wire electrode selection: The wire electrode should be compatible with the base metal, 이전 섹션에서 논의한 것처럼. The wire electrode should have a diameter that matches the material thickness and the current level, 조인트 길이와 용접 위치와 일치하는 길이. The wire electrode should be clean and dry, 오염 및 수분 흡수를 방지하기 위해 밀봉된 용기에 보관합니다.. The wire electrode should be continuously fed by a wire feeder at a suitable speed and tension, to avoid tangling, jamming, or breaking.
- Wire polarity: The wire polarity should be direct current electrode positive (DCEP), 안정적인 아크와 우수한 용접 침투를 달성하기 위해. 와이어 극성은 전원 및 와이어 피더와 일치해야 합니다., 역극성을 피하기 위해, 아크 불안정을 일으킬 수 있는, 튐, 그리고 융합이 부족하다.
- 차폐가스 선택: 보호 가스는 순수 아르곤 또는 산소와 혼합된 아르곤이어야 합니다., 이산화탄소, 또는 헬륨,아크와 용접 풀을 산화 및 오염으로부터 보호합니다.. 보호가스의 유량은 노즐 크기와 현재 수준에 일치해야 합니다., 주변 조건 및 용접 위치와 일치하는 압력. 보호 가스도 와이어 전극과 용접 특성에 맞는 조성을 가져야 합니다.. 예를 들어, 아르곤은 대부분의 와이어 전극에 적합합니다., 안정적인 아크와 우수한 용접 외관을 제공하므로, 산소 또는 이산화탄소와 혼합된 아르곤은 일부 와이어 전극의 아크 안정성과 용접 침투를 향상시킬 수 있습니다., 그러나 더 많은 튀김과 다공성을 유발할 수 있습니다., 헬륨과 아르곤을 혼합하면 일부 와이어 전극의 열 입력 및 용접 침투가 증가할 수 있습니다., 하지만 더 많은 아크 불안정성과 왜곡이 발생할 수 있습니다..
- 용접 기술: 용접 기술은 부드럽고 일관된 용접 비드를 제공해야 합니다., 적절한 융합으로, 침투, 그리고 강화. 용접 기술은 또한 열 입력을 최소화해야 합니다., 왜곡, 그리고 결함. 용접 기술은 재료 두께에 따라 다릅니다., 공동 디자인, 용접 위치, 그리고 용접공의 기술과 선호도. 일반적인 용접 기술 중 일부는 다음과 같습니다.:
- 단락 전송: 이 기술에는 낮은 전압과 높은 와이어 공급 속도가 포함됩니다., 와이어 전극과 공작물 사이에 일련의 단락 회로를 생성합니다., 와이어 전극을 녹여 용접 풀로 옮기는 것. 단락 이송은 박판에 적합합니다., 낮은 열 입력을 제공하기 때문에, 낮은 튀김, 그리고 낮은 왜곡, 그러나 용접 침투가 낮고 융착이 부족할 수 있습니다..
- 구형 전송: 이 기술에는 중간 전압과 중간 와이어 공급 속도가 포함됩니다., 와이어 전극 끝 부분에 큰 용융 금속 방울을 생성합니다., 중력에 의해 분리되어 용접 풀로 떨어지는 것. 구형 전사는 중간에서 두꺼운 판에 적합합니다., 높은 열 입력을 제공하기 때문에, 높은 용접 침투, 그리고 높은 증착률, 하지만 스패터가 많이 발생할 수 있습니다., 높은 왜곡, 다공성.
- 스프레이 이송: 이 기술에는 고전압과 높은 와이어 공급 속도가 사용됩니다., 와이어 전극 끝에 작은 용융 금속 방울을 생성합니다., 아크 힘에 의해 용접 풀로 추진됩니다.. 스프레이 이송은 두꺼운 판에 적합합니다., 높은 열 입력을 제공하기 때문에, 높은 용접 침투, 그리고 높은 증착률, 하지만 스패터가 많이 발생할 수 있습니다., 높은 왜곡, 다공성.
- 펄스 스프레이 전달: 이 기술에는 펄스 전류를 사용하는 것이 포함됩니다., 높은 피크 전류와 낮은 배경 전류를 번갈아 가며 나타납니다., 피크 전류 동안 스프레이 전달을 생성하고 배경 전류 동안 단락 전달을 생성합니다.. 펄스 스프레이 전사는 모든 두께에 적합합니다., 열 입력 사이의 균형을 제공하기 때문에, 용접 침투, 그리고 용접 외관, 그리고 스패터도 줄일 수 있어요, 왜곡, 그리고 다공성.
알루미늄 용접의 응용
알루미늄 용접은 다양한 산업 분야에서 폭넓게 적용됩니다., 알루미늄은 다양한 산업 분야에서 사용되는 필수 금속입니다., 항공 우주, 건설, 그리고 제조. 알루미늄 용접은 이러한 산업에 다음과 같은 이점을 제공할 수 있습니다.:
-
-
- 경량: 알루미늄은 가벼운 금속이다., 차량의 무게와 연료 소모를 줄일 수 있는, 항공기, 및 구조, 성능과 효율성을 향상시킬 뿐만 아니라.
- 부식 방지: 알루미늄은 부식에 강한 금속입니다., 날씨에 대한 노출을 견딜 수 있는 것, 화학물질, 그리고 바닷물, 차량의 수명과 내구성을 연장할 뿐만 아니라, 항공기, 및 구조.
- 변하기 쉬운: 알루미늄은 다재다능한 금속이다, 다양한 모양과 크기로 만들 수 있는, 뿐만 아니라 다양한 방법으로 결합하여, 용접과 같은, 브레이징, 납땜, 또는 접착 결합, 복잡하고 맞춤형 디자인과 제품을 만들기 위해.
-
알루미늄 용접의 응용 사례 중 일부는 다음과 같습니다.:
-
-
- 전문 알루미늄 시트 제조 업체 및 알루미늄 시트 공급 업체: 알루미늄 용접은 차량의 알루미늄 부품을 결합하는 데 사용됩니다., 엔진과 같은, 전송, 섀시, 몸, 그리고 바퀴, 무게와 배기가스를 줄이기 위해, 성능과 안전성을 향상시킬 뿐만 아니라.

알루미늄 용접은 자동차 제조에 없어서는 안될 공정이 되었습니다. - 전문 알루미늄 시트 제조 업체 및 알루미늄 시트 공급 업체: 알루미늄 용접은 항공기의 알루미늄 부품을 결합하는 데 사용됩니다., 동체와 같은, 날개, 꼬리, 그리고 랜딩기어, 무게를 줄이고 연료 소모를 줄이기 위해, 성능과 신뢰성을 향상시킬 뿐만 아니라.
- 건설: 알루미늄 용접은 구조물의 알루미늄 구성 요소를 결합하는 데 사용됩니다., 다리와 같은, 건물, 타워, 그리고 파이프라인, 무게를 줄이고 유지관리를 위해, 강도와 안정성을 향상시킬 뿐만 아니라.
- 샘플을 사용자 정의하고 무료로 제공할 수 있습니다.: 알루미늄 용접은 제품의 알루미늄 부품을 결합하는 데 사용됩니다., 가구와 같은, 가전제품, 도구들, 그리고 장비, 비용과 낭비를 줄이기 위해, 품질과 기능성을 향상시킬 뿐만 아니라.
- 전문 알루미늄 시트 제조 업체 및 알루미늄 시트 공급 업체: 알루미늄 용접은 차량의 알루미늄 부품을 결합하는 데 사용됩니다., 엔진과 같은, 전송, 섀시, 몸, 그리고 바퀴, 무게와 배기가스를 줄이기 위해, 성능과 안전성을 향상시킬 뿐만 아니라.
-
당신의 느슨한 태도가 당신의 성공을 방해하지 않도록하십시오
알루미늄 용접은 다양한 용도에 맞게 강력하고 내구성이 뛰어난 접합부를 만들 수 있는 어렵지만 보람 있는 기술입니다.. 알루미늄 용접에는 알루미늄 합금과 그 명칭에 대한 올바른 이해가 필요합니다., 필러 금속 선택, 용접 준비, 그리고 용접 과정. 알루미늄 용접에는 적절한 장비와 액세서리도 필요합니다., 세심한 조정과 유지관리. 알루미늄 용접으로 경량화 가능, 내식성, 다양한 산업 분야에 활용 가능한 다재다능한 솔루션, 알루미늄은 다양한 산업 분야에서 사용되는 필수 금속입니다., 항공 우주, 건설, 그리고 제조.