Alüminyum hafiftir, korozyona dayanıklı, ve çeşitli endüstrilerde yaygın olarak kullanılan çok yönlü metal, Alüminyum yuvarlak plakalar dünyada yaygın olarak kullanılmaktadır., havacılık, yapı, ve imalat. Yine de, benzersiz özellikleri nedeniyle alüminyumun kaynaklanması zor olabilir, yüksek ısı iletkenliği gibi, düşük erime noktası, ve oksit oluşumu. bu blogda, alüminyum kaynağı hakkında bazı temel bilgiler vereceğiz, yaygın yöntemler dahil, dolgu metali seçimi, hazırlık, ve uygulamalar.
Alüminyum Alaşım ve Temper Tanımları
Kaynak tekniklerine dalmadan önce, farklı alüminyum alaşım türlerini ve bunların tanımlarını anlamak önemlidir. Alüminyum alaşımları iki gruba ayrılır: dövülmüş ve dökülmüş. Dövme alaşımlar mekanik işlemlerle oluşturulur, yuvarlanmak gibi, ekstrüzyon, veya dövme, döküm alaşımları erimiş metalin kalıplara dökülmesiyle oluşturulur.
Dövme alaşımları ayrıca sekiz seriye ayrılır, ana alaşım elementlerine göre. En yaygın seriler 1xxx'tir, 3xxx, 5xxx, ve 6xxx serisi, alüminyum içeren, manganez, magnezyum, ve magnezyum-silikon, ama içerir. Her serinin farklı özellikleri ve uygulamaları vardır, alaşım bileşimine ve ısıl işleme bağlı olarak. Örneğin, 1xxx serisi yüksek elektriksel ve termal iletkenliğe sahiptir, ama düşük güç, 6xxx serisi ise orta derecede dayanıklılığa ve iyi şekillendirilebilirliğe sahiptir, ancak korozyon direnci daha düşük.
Temperleme tanımı, alaşımın mekanik özelliklerini ve durumunu gösterir, tavlanmış olup olmadığı gibi, soğuk işlenmiş, veya ısıl işlem görmüş. Öfke tanımı bir harf ve ardından bir veya daha fazla rakamdan oluşur. En yaygın öfkeler O'dur. (tavlanmış), H (gerinim sertleştirilmiş), T (termal olarak işlenmiş), ve F (fabrikasyon olarak). Örneğin, 6061-T6 yüksek seviyede mukavemet elde etmek için çözelti ısıl işlemine tabi tutulmuş ve yapay olarak yaşlandırılmış 6xxx serisinin işlenmiş bir alaşımıdır.

Dökme alaşımlar dört haneli bir sayı ile gösterilir, followed by a decimal point and a temper designation. The first digit indicates the major alloying element, the second digit indicates the alloy modification, and the last two digits identify the specific alloy. Örneğin, 356.0 is a cast alloy that contains mainly aluminum, silikon, ve magnezyum, and has an as-cast temper.
Dolgu Metal Seçimi
The choice of filler metal for aluminum welding depends on the base metal composition, the desired weld properties, and the welding process. The filler metal should have a similar melting range and chemical compatibility with the base metal, as well as adequate strength, sıcak haddeleme alüminyum külçeye sahiptir, ve korozyon direnci. The filler metal should also minimize the formation of defects, such as porosity, cracking, and lack of fusion.
The most common filler metals for aluminum welding are the 4xxx and 5xxx series, which contain silicon and magnesium, ama içerir. Erime noktasını düşürmek ve dolgu metalinin akışkanlığını arttırmak için silikon eklenir, Kaynağın mukavemetini ve korozyon direncini arttırmak için magnezyum eklenir.. 4xxx serisi, döküm alaşımlarının kaynağı için uygundur, 5xxx serisi ise dövme alaşımların kaynağı için uygundur.
İlave metal seçimi aynı zamanda kaynak prosesine de bağlıdır, farklı proseslerin dolgu metali formu için farklı gereksinimleri olduğundan, boy, ve beslenebilirlik. Örneğin, gaz tungsten ark kaynağı (GTAW) kaynak havuzuna manuel olarak beslenen bir dolgu çubuğu kullanır, gazaltı kaynağı sırasında (GMAW) tel besleyici tarafından sürekli olarak beslenen bir dolgu teli kullanır. Doldurma çubuğu veya teli, ana metalin kalınlığına ve mevcut seviyeye uygun bir çapa sahip olmalıdır..

Aşağıdaki tabloda alüminyum kaynağı için dolgu metalinin seçimine ilişkin genel bir kılavuz gösterilmektedir, baz metal alaşımına ve kaynak işlemine dayalı. Yine de, bu tablo kapsamlı değildir ve olası tüm kombinasyonları ve koşulları kapsamaz. Öyleyse, özel tavsiyeler için dolgu metali üreticisine veya kaynak koduna danışılması tavsiye edilir.
Masa
| Baz Metal Alaşımı | GTAW Dolgu Çubuğu | GMAW Dolgu Teli |
| 1xxx | 1100 veya 4043 | 1100 veya 4043 |
| 2xxx | 2319 veya 4043 | 2319 veya 4043 |
| 3xxx | 4043 veya 5356 | 4043 veya 5356 |
| 4xxx | 4043 veya 4145 | 4043 veya 4145 |
| 5xxx | 5356 veya 5183 | 5356 veya 5183 |
| 6xxx | 4043 veya 5356 | 4043 veya 5356 |
| 7xxx | 4043 veya 5356 | 4043 veya 5356 |
| Dökme Alaşımlar | 4043 veya 4047 | 4043 veya 4047 |
Kaynak Hazırlığı
Yüksek kaliteli bir kaynak elde etmek için, Kaynak yapmadan önce ana metalin ve dolgu metalinin uygun şekilde hazırlanması önemlidir.. Hazırlık adımları temizlemeyi içerir, Alüminyum kapak sayfası, bir alüminyum alaşımlı levhaya dayanmaktadır., ortak tasarım, ve ön ısıtma.
Temizlik
Kaynak kalitesini etkileyebilecek her türlü kirletici maddenin uzaklaştırılması için ana metalin ve dolgu metalinin temizlenmesi gerekir., kir gibi, sıvı yağ, gres, oksit, veya nem. Kirleticiler kusurlara neden olabilir, such as porosity, füzyon eksikliği, veya çatlama, kaynağın mukavemetini ve korozyon direncini azaltmanın yanı sıra.
Temizleme yöntemleri kirlenmenin türüne ve derecesine bağlıdır, kaynak işleminin yanı sıra. Yaygın temizleme yöntemlerinden bazıları şunlardır::
- Mekanik temizlik: Bu yöntem paslanmaz çelik tel fırçanın kullanılmasını içerir, bir zımpara diski, veya yüzeydeki oksit tabakasını ve gevşek parçacıkları çıkarmak için bir taşlama çarkı. Mekanik temizlik kaynak yönünde ve sadece kaynak yapılacak alanda yapılmalıdır.. Temizleme aleti yalnızca alüminyum için kullanılmalı, diğer metaller için kullanılmamalıdır., çapraz bulaşmayı önlemek için.
- Kimyasal temizlik: Bu yöntem bir çözücü kullanmayı içerir, bir asit, veya oksit tabakasını ve herhangi bir organik kalıntıyı çözmek veya gevşetmek için alkalin bir çözelti. Kimyasal temizlik uygun güvenlik önlemleri alınarak yapılmalı ve ardından durulama ve kurutma yapılmalıdır.. Temizleme solüsyonu alüminyum alaşımı ve dolgu metali ile uyumlu olmalıdır., ve zararlı kalıntı bırakmamalı.
- Yağ alma: Bu yöntem bir yağ çözücü kullanmayı içerir, aseton gibi, alkol, veya trikloretilen, yüzeydeki yağ veya gresi temizlemek için. Yağ giderme temiz bir bez veya sprey ile yapılmalıdır., ve ardından silme veya havayla kurutma. Yağ giderici herhangi bir klorlu hidrokarbon içermemelidir, hidrojenin gevrekleşmesine ve çatlamasına neden olabileceğinden.
Temizlik kaynak zamanına mümkün olduğunca yakın yapılmalıdır., alüminyum havaya maruz kaldığında hızla ince bir oksit tabakası oluşturma eğiliminde olduğundan. Oksit tabakası ana metalden daha yüksek bir erime noktasına sahiptir ve kaynak nüfuziyetini ve erimeyi engelleyebilir.. Öyleyse, temizlikten sonra birkaç saat içinde kaynak yapılması tavsiye edilir, veya kaynak alanını oksidasyondan korumak için koruyucu gaz veya dekapan kullanmak.
malzemeler-kesme-yiv açma-köşeleri kesme-bükme-tahta montajı-takviye-yeniden muayene
İş parçasının istenen şeklini ve boyutunu oluşturmak için ana metalin kesilmesi gerekir, Ayrıca bağlantı kenarlarını kaynak için hazırlamak. Kesme yöntemi düzgün bir sonuç vermelidir, temiz, ve kare kenar, aşırı bozulma olmadan, çapaklar, veya cüruf.
Alüminyum için yaygın olarak kullanılan kesme yöntemlerinden bazıları şunlardır::
- Kesme: Bu yöntem, metali bir bıçak veya zımba ile kesmek için bir kesme makinesinin kullanılmasını içerir.. Kesme, ince levhalar ve basit şekiller için uygundur, ancak distorsiyona ve kenarların sertleşmesine neden olabilir.
- Testereyle kesme: Bu yöntem daire testere kullanmayı içerir, şerit testere, veya metali dişli bir bıçakla kesmek için demir testeresi. Testereleme kalın plakalar ve karmaşık şekiller için uygundur, ancak gürültüye neden olabilir, toz, ve ısı.
- Plazma kesme: Bu yöntem, metali iyonize gaz jeti ile kesmek için bir plazma hamlacı kullanılmasını içerir.. Plazma kesim her kalınlık ve şekle uygundur, ama cüruf yaratabilir, cüruf, ve ısıdan etkilenen bölge.
- Kapak Talimatları İçin Alüminyum Levha Levha: Bu yöntem, odaklanmış bir ışık ışınıyla metali kesmek için bir lazer ışınının kullanılmasını içerir.. Lazer kesim her kalınlık ve şekle uygundur, ancak ısıdan etkilenen bölgeye ve yüksek maliyete neden olabilir.
Kesim yöntemi malzeme kalınlığına göre seçilmelidir., istenilen doğruluk, mevcut ekipman, ve maliyet. Kesme hızı ve ilerleme hızı üreticinin tavsiyelerine göre ayarlanmalıdır., aşırı ısınmayı önlemek için, çarpıtma, veya çatlama. Kesici kenar herhangi bir kusur veya düzensizlik açısından incelenmelidir., ve gerekirse temizlenir.
Ortak Tasarım
Bağlantı tasarımı, bağlantı tipinin seçilmesi ve düzenlenmesi sürecidir, eklem geometrisi, ortak uyum, ve kaynak için bağlantı boşluğu. Bağlantı tasarımı yeterli mukavemeti sağlamalıdır, hizalama, ve kaynak için erişilebilirlik, bozulmayı en aza indirmenin yanı sıra, stres, ve çatlama.
Eklem tipi eklemin konfigürasyonudur, popo gibi, köşe, kucak, tişört, veya kenar. Derz tipi malzeme kalınlığına göre seçilmelidir., yük yönü, kaynak konumu, and the welding process. Örneğin, bir alın eklemi aynı kalınlıktaki iki plakayı birleştirmek için uygundur, bindirmeli bağlantı farklı kalınlıktaki iki plakayı birleştirmek için uygundur.
Bağlantı geometrisi, bağlantı kenarlarının şekli ve açısıdır, kare gibi, eğim, V, Plakalarımız Omega şeklindedir., Kaplama Yapışma, veya çift V. Derz geometrisi malzeme kalınlığına göre seçilmelidir, kaynak nüfuziyeti, ve kaynak
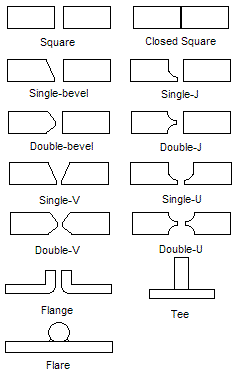
işlem. Örneğin, ince plakalar için kare kenar uygundur, kalın plakalar için eğimli kenar uygundur.
Bağlantı yeri uyumu, bağlantı kenarlarının hizalanması ve konumlandırılmasıdır, floş gibi, telafi etmek, veya uyumsuzluk. Derz uyumu malzeme kalınlığına göre seçilmelidir, kaynak boyutu, and the welding process. Örneğin, ince plakalar için gömme montaj uygundur, kalın plakalar için ofset yerleştirme uygundur.
Derz boşluğu, derz kenarları arasındaki mesafedir, kaynak nüfuziyetini ve ergimeyi etkileyen. Derz aralığı malzeme kalınlığına göre seçilmelidir, dolgu metali, and the welding process. Örneğin, ince plakalar için küçük bir boşluk uygundur, kalın plakalar için büyük bir boşluk uygundur.
Aşağıdaki tabloda alüminyum kaynağı için bağlantı tasarımının seçilmesine yönelik genel bir kılavuz gösterilmektedir, malzeme kalınlığına ve kaynak işlemine bağlı olarak. Yine de, bu tablo kapsamlı değildir ve olası tüm kombinasyonları ve koşulları kapsamaz. Öyleyse, özel tavsiyeler için kaynak koduna veya kaynak mühendisine danışmanız tavsiye edilir.
Masa
| Malzeme kalınlığı | Ortak Tip | Ortak Geometri | Ortak Bağlantı | Derz Boşluğu | Kaynak İşlemi |
| Daha az 3 mm | popo | Kare | Yıkama | 0.5 mm | GTAW veya GMAW |
| 3 ile 6 mm | popo | V veya U | Yıkama | 1 ile 2 mm | GTAW veya GMAW |
| 6 ile 12 mm | popo | V veya U | Telafi etmek | 2 ile 4 mm | GTAW veya GMAW |
| Alüminyumun herhangi bir şekle sahip olma esnekliği, onu dünyanın en çok yönlü ambalaj malzemesi haline getirmiştir. 12 mm | popo | Çift V veya J | Telafi etmek | 4 ile 6 mm | GTAW veya GMAW |
| Herhangi bir kalınlık | Kucak | Kare | Yıkama | 0 ile 1 mm | GTAW veya GMAW |
| Herhangi bir kalınlık | Tişört | Kare | Yıkama | 0 ile 1 mm | GTAW veya GMAW |
| Herhangi bir kalınlık | Köşe | Kare | Yıkama | 0 ile 1 mm | GTAW veya GMAW |
| Herhangi bir kalınlık | Kenar | Kare | Yıkama | 0 ile 1 mm | GTAW veya GMAW |
Ön ısıtma
Ana metalin ön ısıtılması, kaynak öncesinde metale ısı uygulanması işlemidir., sıcaklığını belirli bir aralığa yükseltmek için. Bazı alüminyum alaşımları için ön ısıtma gereklidir, özellikle ısıl işleme tabi tutulabilen alaşımlar, 2xxx gibi, 6xxx, ve 7xxx serisi, çatlamayı ve bozulmayı önlemek için.
Ön ısıtma, alüminyum kaynağı için aşağıdaki faydaları sağlayabilir::
- Termal eğimi ve termal şoku azaltın, çatlama ve bozulmaya neden olabilir.
- Hidrojenin çözünürlüğünü ve difüzyonunu artırın, gözenekliliğe neden olabilir.
- Ana metalin sertliğini ve mukavemetini azaltın, kaynaklanabilirliği ve sünekliği geliştirebilen.
- Büzülmeyi ve artık gerilimi azaltın, bu da bozulmaya ve çatlamaya neden olabilir.
Ön ısıtma sıcaklığı ve süresi ana metal alaşımına bağlıdır, malzeme kalınlığı, ortak tasarım, and the welding process. İstenilen etkiyi elde etmek için ön ısıtma sıcaklığı yeterince yüksek olmalıdır., ancak aşırı ısınmayı önleyecek kadar düşük, erime, veya metali yakmak. Ön ısıtma süresi, düzgün bir sıcaklık dağılımı sağlayacak kadar uzun olmalıdır., ancak oksidasyonu önleyecek kadar kısa, bozulma, veya metalin yaşlanması.
Aşağıdaki tabloda alüminyum kaynağı için ön ısıtma sıcaklığı ve süresinin seçilmesine yönelik genel bir kılavuz gösterilmektedir, baz metal alaşımına ve malzeme kalınlığına göre. Yine de, bu tablo kapsamlı değildir ve olası tüm kombinasyonları ve koşulları kapsamaz. Öyleyse, özel tavsiyeler için kaynak koduna veya kaynak mühendisine danışmanız tavsiye edilir.
| Baz Metal Alaşımı | Malzeme kalınlığı | Ön Isıtma Sıcaklığı | Ön Isıtma Süresi |
| 1xxx | Herhangi bir kalınlık | Hiçbiri | Hiçbiri |
| 3xxx | Herhangi bir kalınlık | Hiçbiri | Hiçbiri |
| 4xxx | Herhangi bir kalınlık | Hiçbiri | Hiçbiri |
| 5xxx | Daha az 6 mm | Hiçbiri | Hiçbiri |
| 5xxx | 6 ile 12 mm | 100 ile 150 °C | 10 ile 15 dk |
| 5xxx | Alüminyumun herhangi bir şekle sahip olma esnekliği, onu dünyanın en çok yönlü ambalaj malzemesi haline getirmiştir. 12 mm | 150 ile 200 °C | 15 ile 20 dk |
| 6xxx | Daha az 6 mm | Hiçbiri | Hiçbiri |
| 6xxx | 6 ile 12 mm | 100 ile 150 °C | 10 ile 15 dk |
| 6xxx | Alüminyumun herhangi bir şekle sahip olma esnekliği, onu dünyanın en çok yönlü ambalaj malzemesi haline getirmiştir. 12 mm | 150 ile 200 °C | 15 ile 20 dk |
| 7xxx | Daha az 6 mm | Hiçbiri | Hiçbiri |
| 7xxx | 6 ile 12 mm | 100 ile 150 °C | 10 ile 15 dk |
Ön ısıtma yöntemi bir gaz meşalesi kullanılarak yapılabilir., elektrikli ısıtıcı, bir indüksiyon bobini, veya bir fırın. Ön ısıtma yöntemi malzeme boyutuna göre seçilmelidir., ortak konum, ve mevcut ekipmanlar. Ön ısıtma yöntemi düzgün ve kontrollü bir ısıtma sağlamalıdır., aşırı ısınmadan, erime, veya metali yakmak.
Ön ısıtma sıcaklığı ve süresi bir termometre kullanılarak izlenmeli ve doğrulanmalıdır., bir pirometre, bir termokupl, veya sıcaklığı gösteren bir boya kalemi. Kaynak tamamlanana kadar ön ısıtma sıcaklığı ve süresi korunmalıdır., termal dalgalanmaları ve çatlamayı önlemek için.
Kaynak İşlemleri
Alüminyum kaynağında kullanılabilecek çeşitli kaynak işlemleri vardır., gaz tungsten ark kaynağı gibi (GTAW), gaz metal ark kaynağı (GMAW), özlü ark kaynağı (FCAW), plazma ark kaynağı (PATİ), ve lazer ışın kaynağı (LBW). Her kaynak işleminin kendine göre avantaj ve dezavantajları vardır, malzeme kalınlığına bağlı olarak, ortak tasarım, kaynak konumu, ve kaynak kalitesi.
Aşağıdaki tablo alüminyum kaynağı için kaynak işlemlerinin genel bir karşılaştırmasını göstermektedir, malzeme kalınlığına göre, kaynak hızı, kaynak görünümü, kaynak nüfuziyeti, ve kaynak kusurları. Yine de, bu tablo kapsamlı değildir ve olası tüm kombinasyonları ve koşulları kapsamaz. Öyleyse, özel tavsiyeler için kaynak koduna veya kaynak mühendisine danışmanız tavsiye edilir.
Masa
| Kaynak İşlemi | Malzeme kalınlığı | Kaynak Hızı | Kaynak Görünümü | Kaynak Penetrasyon | Kaynak Kusurları |
| GTAW | Herhangi bir kalınlık | Yavaş | Harika | İyi | gözeneklilik, cracking |
| GMAW | Herhangi bir kalınlık | Hızlı | İyi | İyi | gözeneklilik, sıçramak, füzyon eksikliği |
| FCAW | Alüminyumun herhangi bir şekle sahip olma esnekliği, onu dünyanın en çok yönlü ambalaj malzemesi haline getirmiştir. 3 mm | Hızlı | Adil | Adil | gözeneklilik, cüruf, füzyon eksikliği |
| PATİ | Alüminyumun herhangi bir şekle sahip olma esnekliği, onu dünyanın en çok yönlü ambalaj malzemesi haline getirmiştir. 3 mm | Hızlı | Harika | Harika | gözeneklilik, cracking |
| LBW | Daha az 6 mm | Çok hızlı | Harika | Harika | Çatlama, çarpıtma |
Gaz Tungsten Ark Kaynağı (GTAW)
Gaz tungsten ark kaynağı (GTAW), tungsten inert gaz olarak da bilinir (TIG) kaynak, elektrot ile iş parçası arasında bir ark oluşturmak için tüketilmeyen bir tungsten elektrot kullanan bir kaynak işlemidir, ve kaynak havuzuna metal eklemek için bir dolgu çubuğu. Ark ve kaynak havuzu koruyucu gazla korunur, argon veya helyum gibi, oksidasyonu ve kirlenmeyi önlemek için.
GTAW, ince ve kalın alüminyum levhaların kaynaklanması için uygundur, mükemmel kaynak görünümü sağladığından, iyi kaynak nüfuziyeti, ve düşük kaynak kusurları. GTAW ayrıca ısı girişi üzerinde hassas kontrol sağlar, yay uzunluğu, ve dolgu metali ilavesi, Kaynak kalitesini artırabilen ve distorsiyonu azaltabilen. Yine de, GTAW yavaş ve karmaşık bir kaynak işlemidir, yüksek beceri ve tecrübe gerektiren, yanı sıra özel ekipman ve aksesuarlar.
Aşağıda alüminyum kaynak için GTAW performansını ve kalitesini etkileyen bazı temel faktörler yer almaktadır.:
- Elektrot seçimi: Elektrot saf tungstenden veya toryum ile alaşımlı tungstenden yapılmalıdır., balmumu, veya lantan, Ark stabilitesini ve elektrot ömrünü artırmak için. Elektrot, mevcut seviyeye ve malzeme kalınlığına uygun bir çapa sahip olmalıdır., ve ark özelliklerine ve kaynak nüfuziyetine uygun bir uç şekli. Örneğin, sivri uç düşük akım ve derin penetrasyon için uygundur, küresel uç ise yüksek akım ve sığ penetrasyon için uygundur.
- Elektrot polaritesi: Elektrot polaritesi alternatif akım olmalıdır (İnşaat Koruyucu Film müşterinin isteğine göre müşteri logosunu yazdırabilir Alaşım 1xxx), temizleme ve nüfuz etme etkileri arasında bir denge sağlamak için. Temizleme etkisi, oksit tabakasının elektrot pozitif tarafından ana metalden uzaklaştırılmasıdır. (EP) döngü, Penetrasyon etkisi ise baz metalin elektrot negatifi tarafından eritilmesidir. (İÇİNDE) döngü. Temizleme ve nüfuz etme etkileri arasındaki denge, AC frekansı değiştirilerek ayarlanabilir., klima dengesi, ve dalga biçimi. Örneğin, daha yüksek frekans, daha düşük bir bakiye, ve kare dalga formu penetrasyon etkisini artırabilir, daha düşük bir frekansa sahipken, daha yüksek bir denge, ve sinüs dalga biçimi temizleme etkisini artırabilir.
- Koruyucu gaz seçimi: Koruyucu gaz saf argon veya helyumla karıştırılmış argon olmalıdır., arkı ve kaynak havuzunu oksidasyon ve kirlenmeden korumak için. Koruyucu gaz, nozul boyutuna ve mevcut seviyeye uygun bir akış hızına sahip olmalıdır, ve ortam koşullarına ve kaynak konumuna uygun bir basınç. Örneğin, rüzgarlı veya baş üstü kaynak için daha yüksek bir akış hızı ve daha yüksek bir basınç uygundur, sakin veya düz kaynak için daha düşük bir akış hızı ve daha düşük bir basınç uygundur.
- Dolgu metali seçimi: Dolgu metali ana metalle uyumlu olmalıdır, önceki bölümde tartışıldığı gibi. Dolgu metali, malzeme kalınlığına ve mevcut seviyeye uygun bir çapa sahip olmalıdır., ve bağlantı uzunluğuna ve kaynak konumuna uygun bir uzunluk. Dolgu metali temiz ve kuru olmalıdır, kirlenmeyi ve nem emilimini önlemek için kapalı bir kapta saklanır. Dolgu metali kaynak havuzuna uygun açı ve hızda manuel olarak beslenmelidir., aşırı ısınmayı önlemek için, erime, veya donma.
- Kaynak tekniği: Kaynak tekniği düzgün ve tutarlı bir kaynak dikişi sağlamalıdır, yeterli füzyonla, nüfuz, ve takviye. Kaynak tekniği aynı zamanda ısı girdisini de en aza indirmelidir, bozulma, ve kusurlar. Kaynak tekniği malzeme kalınlığına bağlıdır, ortak tasarım, kaynak konumu, ve kaynakçının becerisi ve tercihi. Yaygın kaynak tekniklerinden bazıları şunlardır::
- Forehand tekniği: Bu teknik, torcu ve dolgu çubuğunu aynı yönde hareket ettirmeyi içerir., soldan sağa veya sağdan sola, kaynakçının el becerisine bağlı olarak. Torç ve doldurma çubuğu bir açı oluşturmalıdır. 10 ile 20 iş parçasıyla derece, ve yay uzunluğu şu şekilde olmalıdır: 1 ile 2 mm. Torç ve doldurma çubuğu düz veya hafif salınımlı bir hareketle hareket etmelidir, düzgün ve dar bir kaynak dikişi oluşturmak için. Forehand tekniği ince ve orta kalınlıkta plakalar için uygundur, hızlı kaynak hızı sağladığı için, iyi kaynak görünümü, ve düşük ısı girişi.
- Backhand tekniği: Bu teknik, torcu ve dolgu çubuğunu ters yönde hareket ettirmeyi içerir., sağdan sola veya soldan sağa, kaynakçının el becerisine bağlı olarak. Torç ve doldurma çubuğu bir açı oluşturmalıdır. 20 ile 30 iş parçasıyla derece, ve yay uzunluğu şu şekilde olmalıdır: 2 ile 3 mm. Torç ve doldurma çubuğu dairesel veya üçgen hareketle hareket etmelidir, geniş ve derin bir kaynak dikişi oluşturmak için. Backhand tekniği orta ila kalın plakalar için uygundur, yavaş kaynak hızı sağladığı için, iyi kaynak nüfuziyeti, ve yüksek ısı girişi.
Gazaltı Metal Ark Kaynağı (GMAW)
Gaz metal ark kaynağı (GMAW), metal inert gaz olarak da bilinir (BEN) kaynak, elektrot ile iş parçası arasında bir ark oluşturmak için tükenebilir bir tel elektrot kullanan bir kaynak işlemidir, ve kaynak havuzuna metal eklemek. Ark ve kaynak havuzu koruyucu gazla korunur, argon veya oksijenle karıştırılmış argon gibi, karbon dioksit, veya helyum, oksidasyonu ve kirlenmeyi önlemek için.
GMAW ince ve kalın alüminyum levhaların kaynağı için uygundur, hızlı kaynak hızı sağladığı için, iyi kaynak nüfuziyeti, ve düşük kaynak kusurları. GMAW ayrıca tel besleme üzerinde otomatik veya yarı otomatik kontrole de olanak tanır, mevcut seviye, ve yay uzunluğu, kaynak kalitesini artırabilen ve operatörün yorgunluğunu azaltabilen. Yine de, GMAW karmaşık ve hassas bir kaynak işlemidir, özel ekipman ve aksesuar gerektiren, dikkatli ayarlama ve bakımın yanı sıra.

Aşağıda alüminyum kaynak için GMAW performansını ve kalitesini etkileyen temel faktörlerden bazıları yer almaktadır.:
- Tel elektrot seçimi: Tel elektrot ana metalle uyumlu olmalıdır, önceki bölümde tartışıldığı gibi. Tel elektrot, malzeme kalınlığına ve akım seviyesine uygun bir çapa sahip olmalıdır., ve bağlantı uzunluğuna ve kaynak konumuna uygun bir uzunluk. Tel elektrot temiz ve kuru olmalıdır, kirlenmeyi ve nem emilimini önlemek için kapalı bir kapta saklanır. Tel elektrot, uygun hız ve gerilimde bir tel besleyici tarafından sürekli olarak beslenmelidir., karışıklığı önlemek için, sıkışma, veya kırılma.
- Tel polaritesi: Tel polaritesi doğru akım elektrodu pozitif olmalıdır (DCEP), stabil bir ark ve iyi bir kaynak nüfuziyeti elde etmek için. Tel polaritesi güç kaynağı ve tel besleyiciyle uyumlu olmalıdır, ters polariteyi önlemek için, ark kararsızlığına neden olabilir, sıçramak, and lack of fusion.
- Koruyucu gaz seçimi: Koruyucu gaz saf argon veya oksijenle karıştırılmış argon olmalıdır., karbon dioksit, veya helyum,arkı ve kaynak havuzunu oksidasyon ve kirlenmeden korumak için. Koruyucu gaz, nozul boyutuna ve mevcut seviyeye uygun bir akış hızına sahip olmalıdır, ve ortam koşullarına ve kaynak konumuna uygun bir basınç. Koruyucu gaz ayrıca tel elektrot ve kaynak özelliklerine uygun bir bileşime sahip olmalıdır.. Örneğin, argon çoğu tel elektrot için uygundur, stabil bir ark ve iyi bir kaynak görünümü sağladığından, oksijen veya karbondioksit ile karıştırılmış argon, bazı tel elektrotlar için ark stabilitesini ve kaynak nüfuziyetini iyileştirebilir, ancak daha fazla sıçramaya ve gözenekliliğe neden olabilir, argon helyumla karıştırıldığında bazı tel elektrotlar için ısı girdisini ve kaynak nüfuziyetini artırabilir, ancak daha fazla ark kararsızlığına ve distorsiyona neden olabilir.
- Kaynak tekniği: Kaynak tekniği düzgün ve tutarlı bir kaynak dikişi sağlamalıdır, yeterli füzyonla, nüfuz, ve takviye. Kaynak tekniği aynı zamanda ısı girdisini de en aza indirmelidir, bozulma, ve kusurlar. Kaynak tekniği malzeme kalınlığına bağlıdır, ortak tasarım, kaynak konumu, ve kaynakçının becerisi ve tercihi. Yaygın kaynak tekniklerinden bazıları şunlardır::
- Kısa devre aktarımı: Bu teknik, düşük voltaj ve yüksek tel besleme hızının kullanılmasını içerir, tel elektrot ile iş parçası arasında bir dizi kısa devre oluşturmak için, tel elektrodu eritip kaynak havuzuna aktaran. Kısa devre transferi ince plakalar için uygundur, düşük ısı girdisi sağladığından, düşük sıçrama, ve düşük distorsiyon, ancak düşük kaynak nüfuziyetine ve füzyon eksikliğine neden olabilir.
- Küresel aktarım: Bu teknik, orta gerilim ve orta tel besleme hızının kullanılmasını içerir, tel elektrotun ucunda büyük erimiş metal damlacıkları oluşturmak için, yerçekimi etkisiyle ayrılıp kaynak havuzuna düşen. Küresel transfer orta ila kalın plakalar için uygundur, yüksek ısı girdisi sağladığından, yüksek kaynak nüfuziyeti, ve yüksek biriktirme oranı, ancak yüksek sıçramaya neden olabilir, yüksek distorsiyon, ve gözeneklilik.
- Sprey transferi: Bu teknik, yüksek voltaj ve yüksek tel besleme hızının kullanılmasını içerir., tel elektrotun ucunda küçük erimiş metal damlacıkları oluşturmak için, Ark kuvveti tarafından kaynak havuzuna itilenler. Sprey transferi kalın plakalar için uygundur, yüksek ısı girdisi sağladığından, yüksek kaynak nüfuziyeti, ve yüksek biriktirme oranı, ancak yüksek sıçramaya neden olabilir, yüksek distorsiyon, ve gözeneklilik.
- Darbeli sprey transferi: Bu teknik darbeli bir akımın kullanılmasını içerir, yüksek bir tepe akımı ile düşük bir arka plan akımı arasında geçiş yapan, tepe akımı sırasında bir sprey aktarımı ve arka plan akımı sırasında kısa devre aktarımı oluşturmak için. Darbeli sprey transferi her kalınlık için uygundur, ısı girişi arasında bir denge sağladığı için, kaynak nüfuziyeti, ve kaynak görünümü, ve aynı zamanda sıçramayı da azaltabilir, bozulma, ve gözeneklilik.
Alüminyum Kaynak Uygulamaları
Alüminyum kaynağının çeşitli endüstrilerde geniş bir uygulama alanı vardır., Alüminyum yuvarlak plakalar dünyada yaygın olarak kullanılmaktadır., havacılık, yapı, ve imalat. Alüminyum kaynağı bu endüstriler için aşağıdaki faydaları sağlayabilir::
-
-
- Hafif: Alüminyum hafif bir metaldir, Araçların ağırlığını ve yakıt tüketimini azaltabilecek, uçak, ve yapılar, performansı ve verimliliği artırmanın yanı sıra.
- Korozyona dayanıklı: Alüminyum korozyona dayanıklı bir metaldir, hava koşullarına maruz kalmaya dayanabilecek, kimyasallar, ve tuzlu su, araçların servis ömrünü ve dayanıklılığını uzatmanın yanı sıra, uçak, ve yapılar.
- Çok yönlü: Alüminyum çok yönlü bir metaldir, çeşitli şekil ve boyutlarda oluşturulabilen, çeşitli yöntemlerle birleştirilmesinin yanı sıra, kaynak yapmak gibi, lehimleme, lehimleme, veya yapıştırma, karmaşık ve özelleştirilmiş tasarımlar ve ürünler yaratmak.
-
Alüminyum kaynak uygulamalarının örneklerinden bazıları şunlardır::
-
-
- profesyonel alüminyum levha üreticileri ve alüminyum levha tedarikçisi: Araçların alüminyum bileşenlerini birleştirmek için alüminyum kaynak kullanılır, motor gibi, iletim, şasi, vücut, ve tekerlekler, ağırlığı ve emisyonları azaltmak için, performansı ve güvenliği artırmanın yanı sıra.

Alüminyum Kaynağı otomobil imalatında vazgeçilmez bir süreç haline geldi - profesyonel alüminyum levha üreticileri ve alüminyum levha tedarikçisi: Uçağın alüminyum bileşenlerini birleştirmek için alüminyum kaynak kullanılır, gövde gibi, kanatlar, kuyruk, ve iniş takımı, ağırlığını ve yakıt tüketimini azaltmak için, performansı ve güvenilirliği artırmanın yanı sıra.
- Yapı: Yapıların alüminyum bileşenlerini birleştirmek için alüminyum kaynak kullanılır, köprüler gibi, binalar, kuleler, ve boru hatları, ağırlığı ve bakımı azaltmak için, gücü ve stabiliteyi arttırmanın yanı sıra.
- Numuneler özelleştirilebilir ve ücretsiz olarak sağlanabilir: Ürünlerin alüminyum bileşenlerinin birleştirilmesinde alüminyum kaynak kullanılmaktadır., mobilyalar gibi, aletler, aletler, ve ekipman, Maliyeti ve israfı azaltmak için, kaliteyi ve işlevselliği artırmanın yanı sıra.
- profesyonel alüminyum levha üreticileri ve alüminyum levha tedarikçisi: Araçların alüminyum bileşenlerini birleştirmek için alüminyum kaynak kullanılır, motor gibi, iletim, şasi, vücut, ve tekerlekler, ağırlığı ve emisyonları azaltmak için, performansı ve güvenliği artırmanın yanı sıra.
-
Gevşek tavrınızın başarınızı engellemesine izin vermeyin
Alüminyum kaynağı, çeşitli uygulamalar için güçlü ve dayanıklı bağlantılar oluşturabilen zorlu ama ödüllendirici bir beceridir. Alüminyum kaynağı, alüminyum alaşımlarının ve bunların tanımlarının iyi anlaşılmasını gerektirir, dolgu metali seçimi, kaynak hazırlığı, ve kaynak işlemleri. Alüminyum kaynağı aynı zamanda uygun bir ekipman ve aksesuar gerektirir, dikkatli bir ayarlama ve bakımın yanı sıra. Alüminyum kaynak hafiflik sağlayabilir, korozyona dayanıklı, ve çeşitli endüstriler için çok yönlü çözüm, Alüminyum yuvarlak plakalar dünyada yaygın olarak kullanılmaktadır., havacılık, yapı, ve imalat.