Aluminium jest lekkie, odporny na korozję, i wszechstronny metal, który jest szeroko stosowany w różnych gałęziach przemysłu, takich jak motoryzacja, lotniczy, budowa, i produkcja. Jednakże, spawanie aluminium może być wyzwaniem ze względu na jego wyjątkowe właściwości, takie jak wysoka przewodność cieplna, niska temperatura topnienia, i powstawanie tlenków. Na tym blogu, przekażemy podstawowe informacje na temat spawania aluminium, łącznie z powszechnymi metodami, wybór metalu wypełniającego, przygotowanie, i aplikacje.
Oznaczenia stopów aluminium i temperamentu
Zanim zagłębimy się w techniki spawania, ważne jest zrozumienie różnych rodzajów stopów aluminium i ich oznaczeń. Stopy aluminium dzieli się na dwie grupy: kute i odlewane. Stopy do obróbki plastycznej powstają w procesach mechanicznych, takie jak toczenie, wytłaczanie, lub kucie, podczas gdy stopy odlewnicze powstają poprzez wlewanie stopionego metalu do form.
Stopy do obróbki plastycznej są dalej podzielone na osiem serii, w oparciu o ich główne pierwiastki stopowe. Najpopularniejsze serie to 1xxx, 3xxx, 5xxx, i serii 6xxx, które zawierają aluminium, mangan, magnez, i magnezowo-krzemowy, odpowiednio. Każda seria ma inną charakterystykę i zastosowanie, w zależności od składu stopu i obróbki cieplnej. Na przykład, Seria 1xxx charakteryzuje się wysoką przewodnością elektryczną i cieplną, ale słaba siła, podczas gdy seria 6xxx ma umiarkowaną wytrzymałość i dobrą odkształcalność, ale niższą odporność na korozję.
Oznaczenie stanu wskazuje właściwości mechaniczne i stan stopu, np. czy został wyżarzany, obrabiane na zimno, lub poddane obróbce cieplnej. Oznaczenie temperamentu składa się z litery, po której następuje jedna lub więcej cyfr. Najczęstsze temperamenty to O (wyżarzone), H (utwardzane przez odkształcenie), T (poddane obróbce termicznej), i F (jako wyprodukowane). Na przykład, 6061-T6 to kuty stop serii 6xxx, który został poddany obróbce cieplnej w kąpieli i sztucznie starzony w celu uzyskania wysokiego poziomu wytrzymałości.

Stopy odlewnicze są oznaczone czterocyfrową liczbą, po którym następuje przecinek dziesiętny i oznaczenie temperamentu. Pierwsza cyfra wskazuje główny pierwiastek stopowy, druga cyfra oznacza modyfikację stopu, a dwie ostatnie cyfry identyfikują konkretny stop. Na przykład, 356.0 jest stopem odlewniczym zawierającym głównie aluminium, krzem, i magnez, i ma temperament jak odlew.
Wybór metalu wypełniającego
Wybór spoiwa do spawania aluminium zależy od składu metalu nieszlachetnego, żądane właściwości spoiny, i proces spawania. Metal wypełniający powinien mieć podobny zakres topnienia i kompatybilność chemiczną z metalem nieszlachetnym, jak również odpowiednią wytrzymałość, plastyczność, i odporność na korozję. Metal wypełniający powinien również minimalizować powstawanie defektów, takie jak porowatość, Pękanie, i brak fuzji.
Najpopularniejszymi spoiwami do spawania aluminium są serie 4xxx i 5xxx, które zawierają krzem i magnez, odpowiednio. Krzem dodaje się w celu obniżenia temperatury topnienia i poprawy płynności metalu wypełniającego, podczas gdy magnez dodaje się w celu zwiększenia wytrzymałości i odporności na korozję spoiny. Seria 4xxx nadaje się do spawania stopów odlewniczych, natomiast seria 5xxx nadaje się do spawania stopów do obróbki plastycznej.
Wybór spoiwa zależy również od procesu spawania, ponieważ różne procesy mają różne wymagania dotyczące postaci metalu wypełniającego, rozmiar, i możliwość karmienia. Na przykład, spawanie łukiem wolframowym w gazie (GTAW) wykorzystuje pręt wypełniający, który jest ręcznie wprowadzany do jeziorka spawalniczego, podczas spawania łukowego w osłonie gazów gazowych (GMAW) wykorzystuje drut elektrodowy podawany w sposób ciągły przez podajnik drutu. Pręt lub drut wypełniający powinien mieć średnicę odpowiadającą grubości metalu nieszlachetnego i aktualnemu poziomowi.

Poniższa tabela przedstawia ogólne wskazówki dotyczące wyboru spoiwa do spawania aluminium, w oparciu o stop metali nieszlachetnych i proces spawania. Jednakże, tabela ta nie jest wyczerpująca i nie obejmuje wszystkich możliwych kombinacji i warunków. Dlatego, zaleca się skonsultowanie się z producentem spoiwa lub przepisami spawalniczymi w celu uzyskania szczegółowych zaleceń.
Tabela
| Stop metali nieszlachetnych | Pręt wypełniający GTAW | Drut wypełniający GMAW |
| 1xxx | 1100 Lub 4043 | 1100 Lub 4043 |
| 2xxx | 2319 Lub 4043 | 2319 Lub 4043 |
| 3xxx | 4043 Lub 5356 | 4043 Lub 5356 |
| 4xxx | 4043 Lub 4145 | 4043 Lub 4145 |
| 5xxx | 5356 Lub 5183 | 5356 Lub 5183 |
| 6xxx | 4043 Lub 5356 | 4043 Lub 5356 |
| 7xxx | 4043 Lub 5356 | 4043 Lub 5356 |
| Stopy odlewane | 4043 Lub 4047 | 4043 Lub 4047 |
Przygotowanie do spawania
Aby uzyskać wysokiej jakości spoinę, istotne jest odpowiednie przygotowanie metalu podstawowego i spoiwa przed spawaniem. Etapy przygotowania obejmują czyszczenie, ciąć, wspólny projekt, i podgrzewanie.
Czyszczenie
Czyszczenie metalu rodzimego i metalu dodatkowego jest konieczne w celu usunięcia wszelkich zanieczyszczeń, które mogą mieć wpływ na jakość spoiny, takie jak brud, olej, smar, tlenek, lub wilgoć. Zanieczyszczenia mogą powodować wady, takie jak porowatość, brak fuzji, lub pękanie, a także zmniejszają wytrzymałość i odporność na korozję spoiny.
Metody czyszczenia zależą od rodzaju i stopnia zabrudzenia, jak również proces spawania. Oto niektóre z powszechnych metod czyszczenia:
- Czyszczenie mechaniczne: Metoda ta polega na użyciu szczotki drucianej ze stali nierdzewnej, tarcza szlifierska, lub ściernicą w celu usunięcia powierzchniowej warstwy tlenku i wszelkich luźnych cząstek. Czyszczenie mechaniczne należy wykonywać w kierunku spoiny i tylko na obszarze, który ma być spawany. Narzędzia czyszczącego należy używać wyłącznie do aluminium, a nie do innych metali, aby uniknąć zanieczyszczenia krzyżowego.
- Czyszczenie chemiczne: Metoda ta polega na użyciu rozpuszczalnika, kwas, lub roztwór alkaliczny w celu rozpuszczenia lub rozluźnienia warstwy tlenku i wszelkich pozostałości organicznych. Czyszczenie chemiczne należy przeprowadzić z zachowaniem odpowiednich środków bezpieczeństwa, a następnie spłukać i wysuszyć. Roztwór czyszczący powinien być kompatybilny ze stopem aluminium i spoiwem, i nie powinien pozostawiać żadnych szkodliwych pozostałości.
- Odtłuszczanie: Metoda ta polega na użyciu odtłuszczacza, takie jak aceton, alkohol, lub trichloroetylen, aby usunąć olej lub smar z powierzchni. Odtłuszczanie należy wykonywać czystą szmatką lub sprayem, a następnie wycieranie lub suszenie na powietrzu. Odtłuszczacz nie powinien zawierać chlorowanych węglowodorów, ponieważ mogą powodować kruchość i pękanie wodorowe.
Czyszczenie należy przeprowadzić możliwie najbliżej czasu spawania, ponieważ aluminium ma tendencję do szybkiego tworzenia cienkiej warstwy tlenku pod wpływem powietrza. Warstwa tlenku ma wyższą temperaturę topnienia niż metal nieszlachetny i może zakłócać penetrację i stapianie spoiny. Dlatego, zaleca się spawanie w ciągu kilku godzin po czyszczeniu, lub zastosować gaz osłonowy lub topnik w celu ochrony obszaru spoiny przed utlenianiem.
Ciąć
Cięcie metalu nieszlachetnego jest konieczne, aby uzyskać pożądany kształt i rozmiar przedmiotu obrabianego, a także przygotować krawędzie złącza do spawania. Metoda cięcia powinna zapewniać gładkość, czysty, i kwadratowa krawędź, bez nadmiernych zniekształceń, zadziory, lub żużel.
Oto niektóre z powszechnych metod cięcia aluminium:
- Strzyżenie: Metoda ta polega na użyciu nożyc do cięcia metalu za pomocą ostrza lub stempla. Cięcie nadaje się do cienkich blach i prostych kształtów, ale może to spowodować zniekształcenia i stwardnienie krawędzi.
- Piłowanie: Metoda ta polega na użyciu piły tarczowej, piła taśmowa, lub piłą do metalu do cięcia metalu za pomocą zębatego ostrza. Cięcie nadaje się do grubych płyt i skomplikowanych kształtów, ale może powodować hałas, pył, i ciepło.
- Cięcie plazmowe: Metoda ta polega na przecięciu metalu za pomocą palnika plazmowego strumieniem zjonizowanego gazu. Cięcie plazmowe nadaje się do dowolnej grubości i kształtu, ale może powodować żużel, żużel, i strefa wpływu ciepła.
- Cięcie laserowe: Metoda ta polega na użyciu wiązki lasera do przecięcia metalu skupioną wiązką światła. Cięcie laserem nadaje się do dowolnej grubości i kształtu, ale może powodować strefę wpływu ciepła i wysokie koszty.
Metodę cięcia należy dobrać w zależności od grubości materiału, żądaną dokładność, dostępny sprzęt, i koszt. Prędkość skrawania i posuw należy dostosować zgodnie z zaleceniami producenta, aby uniknąć przegrzania, wypaczanie, lub pękanie. Krawędź tnącą należy sprawdzić pod kątem wad i nieprawidłowości, i w razie potrzeby oczyszczone.
Wspólny projekt
Projektowanie złącza to proces wyboru i aranżacji typu złącza, geometrię złącza, wspólne dopasowanie, i szczelinę złącza do spawania. Konstrukcja złącza powinna zapewniać odpowiednią wytrzymałość, wyrównanie, i dostępność do spawania, a także zminimalizować zniekształcenia, stres, i pękanie.
Typ połączenia to konfiguracja złącza, takie jak tyłek, narożnik, okrążenie, trójnik, lub krawędź. Rodzaj złącza należy dobrać w zależności od grubości materiału, kierunek obciążenia, położenie spoiny, i proces spawania. Na przykład, złącze doczołowe nadaje się do łączenia dwóch płyt o tej samej grubości, natomiast złącze zakładkowe nadaje się do łączenia dwóch płyt o różnej grubości.
Geometria złącza to kształt i kąt krawędzi złącza, takie jak kwadrat, ukos, V, u, J, lub podwójne V. Geometrię złącza należy dobrać na podstawie grubości materiału, penetracja spoiny, i spawanie
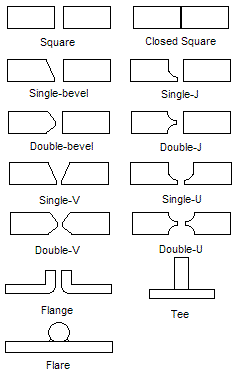
proces. Na przykład, kwadratowa krawędź nadaje się do cienkich płyt, natomiast skośna krawędź nadaje się do grubych płyt.
Dopasowanie złącza polega na wyrównaniu i ustawieniu krawędzi złącza, takie jak spłukiwanie, zrównoważyć, lub niedopasowanie. Dopasowanie złącza należy dobrać w oparciu o grubość materiału, rozmiar spoiny, i proces spawania. Na przykład, w przypadku cienkich płyt nadaje się montaż zlicowany, podczas gdy montaż offsetowy jest odpowiedni dla grubych płyt.
Szczelina złącza to odległość pomiędzy krawędziami złącza, co wpływa na wtopienie i wtopienie spoiny. Szczelinę złącza należy dobrać w oparciu o grubość materiału, metal wypełniający, i proces spawania. Na przykład, mała szczelina jest odpowiednia dla cienkich płyt, natomiast duża szczelina nadaje się do grubych płyt.
Poniższa tabela przedstawia ogólne wytyczne dotyczące wyboru projektu złącza do spawania aluminium, w oparciu o grubość materiału i proces spawania. Jednakże, tabela ta nie jest wyczerpująca i nie obejmuje wszystkich możliwych kombinacji i warunków. Dlatego, w celu uzyskania szczegółowych zaleceń wskazane jest skonsultowanie się z przepisami spawalniczymi lub z inżynierem spawaczem.
Tabela
| Grubość materiału | Typ złącza | Wspólna geometria | Wspólne dopasowanie | Wspólna luka | Proces spawania |
| Mniej niż 3 mm | Krupon | Kwadrat | Spłukać | 0.5 mm | GTAW lub GMAW |
| 3 Do 6 mm | Krupon | V lub U | Spłukać | 1 Do 2 mm | GTAW lub GMAW |
| 6 Do 12 mm | Krupon | V lub U | Zrównoważyć | 2 Do 4 mm | GTAW lub GMAW |
| Więcej niż 12 mm | Krupon | Double-V lub J | Zrównoważyć | 4 Do 6 mm | GTAW lub GMAW |
| Dowolna grubość | Okrążenie | Kwadrat | Spłukać | 0 Do 1 mm | GTAW lub GMAW |
| Dowolna grubość | Trójnik | Kwadrat | Spłukać | 0 Do 1 mm | GTAW lub GMAW |
| Dowolna grubość | Narożnik | Kwadrat | Spłukać | 0 Do 1 mm | GTAW lub GMAW |
| Dowolna grubość | Krawędź | Kwadrat | Spłukać | 0 Do 1 mm | GTAW lub GMAW |
Rozgrzewanie
Podgrzewanie metalu nieszlachetnego to proces podgrzewania metalu przed spawaniem, podnieść jego temperaturę do określonego zakresu. W przypadku niektórych stopów aluminium konieczne jest podgrzewanie wstępne, zwłaszcza stopy nadające się do obróbki cieplnej, np. 2xxx, 6xxx, i serii 7xxx, aby zapobiec pęknięciom i zniekształceniom.
Podgrzewanie wstępne może zapewnić następujące korzyści podczas spawania aluminium:
- Zmniejsz gradient termiczny i szok termiczny, co może powodować pęknięcia i zniekształcenia.
- Zwiększ rozpuszczalność i dyfuzję wodoru, co może powodować porowatość.
- Zmniejsz twardość i wytrzymałość metalu nieszlachetnego, co może poprawić spawalność i ciągliwość.
- Zmniejsz skurcz i naprężenia szczątkowe, co może powodować odkształcenia i pęknięcia.
Temperatura i czas podgrzewania zależą od stopu metalu nieszlachetnego, grubość materiału, wspólny projekt, i proces spawania. Temperatura podgrzewania powinna być na tyle wysoka, aby uzyskać pożądany efekt, ale na tyle niski, aby uniknąć przegrzania, topienie, lub spalanie metalu. Czas podgrzewania powinien być na tyle długi, aby zapewnić równomierny rozkład temperatury, ale wystarczająco krótki, aby uniknąć utleniania, degradacja, lub starzenie się metalu.
Poniższa tabela przedstawia ogólne wytyczne dotyczące wyboru temperatury i czasu podgrzewania wstępnego do spawania aluminium, w oparciu o stop metalu nieszlachetnego i grubość materiału. Jednakże, tabela ta nie jest wyczerpująca i nie obejmuje wszystkich możliwych kombinacji i warunków. Dlatego, w celu uzyskania szczegółowych zaleceń wskazane jest skonsultowanie się z przepisami spawalniczymi lub z inżynierem spawaczem.
| Stop metali nieszlachetnych | Grubość materiału | Temperatura podgrzewania | Czas podgrzewania |
| 1xxx | Dowolna grubość | Nic | Nic |
| 3xxx | Dowolna grubość | Nic | Nic |
| 4xxx | Dowolna grubość | Nic | Nic |
| 5xxx | Mniej niż 6 mm | Nic | Nic |
| 5xxx | 6 Do 12 mm | 100 Do 150 °C | 10 Do 15 min |
| 5xxx | Więcej niż 12 mm | 150 Do 200 °C | 15 Do 20 min |
| 6xxx | Mniej niż 6 mm | Nic | Nic |
| 6xxx | 6 Do 12 mm | 100 Do 150 °C | 10 Do 15 min |
| 6xxx | Więcej niż 12 mm | 150 Do 200 °C | 15 Do 20 min |
| 7xxx | Mniej niż 6 mm | Nic | Nic |
| 7xxx | 6 Do 12 mm | 100 Do 150 °C | 10 Do 15 min |
Metodę wstępnego podgrzewania można przeprowadzić za pomocą palnika gazowego, grzejnik elektryczny, cewka indukcyjna, lub piekarnik. Metodę podgrzewania należy dobrać w zależności od wielkości materiału, wspólna lokalizacja, i dostępny sprzęt. Metoda wstępnego podgrzewania powinna zapewniać równomierne i kontrolowane ogrzewanie, bez przegrzania, topienie, lub spalanie metalu.
Temperaturę i czas podgrzewania należy monitorować i weryfikować za pomocą termometru, pirometr, termopara, lub kredka wskazująca temperaturę. Temperaturę i czas podgrzewania należy utrzymać aż do zakończenia spawania, aby uniknąć wahań termicznych i pęknięć.
Procesy spawalnicze
Do spawania aluminium można zastosować różne procesy spawania, takich jak spawanie łukiem wolframowym w gazie (GTAW), spawanie łukiem metalowym w gazie (GMAW), spawanie łukowe drutem proszkowym (FCAW), spawanie łukiem plazmowym (ŁAPA), i spawanie wiązką laserową (LBW). Każdy proces spawania ma swoje zalety i wady, w zależności od grubości materiału, wspólny projekt, położenie spoiny, i jakość spoiny.
Poniższa tabela przedstawia ogólne porównanie procesów spawania aluminium, w oparciu o grubość materiału, prędkość spawania, wygląd spoiny, penetracja spoiny, i wady spoin. Jednakże, tabela ta nie jest wyczerpująca i nie obejmuje wszystkich możliwych kombinacji i warunków. Dlatego, w celu uzyskania szczegółowych zaleceń wskazane jest skonsultowanie się z przepisami spawalniczymi lub z inżynierem spawaczem.
Tabela
| Proces spawania | Grubość materiału | Prędkość spawania | Wygląd spoiny | Penetracja spoiny | Wady spoin |
| GTAW | Dowolna grubość | Powolny | Doskonały | Dobry | Porowatość, Pękanie |
| GMAW | Dowolna grubość | Szybko | Dobry | Dobry | Porowatość, rozprysk, brak fuzji |
| FCAW | Więcej niż 3 mm | Szybko | Sprawiedliwy | Sprawiedliwy | Porowatość, żużel, brak fuzji |
| ŁAPA | Więcej niż 3 mm | Szybko | Doskonały | Doskonały | Porowatość, Pękanie |
| LBW | Mniej niż 6 mm | Bardzo szybki | Doskonały | Doskonały | Pękanie, zniekształcenie |
Spawanie łukiem wolframowym w gazie (GTAW)
Spawanie łukiem wolframowym w gazie (GTAW), znany również jako wolframowy gaz obojętny (TIG) spawalniczy, to proces spawania wykorzystujący nietopliwą elektrodę wolframową do wytworzenia łuku pomiędzy elektrodą a przedmiotem obrabianym, oraz pręt wypełniający do dodawania metalu do jeziorka spawalniczego. Łuk i jeziorko spawalnicze są chronione gazem osłonowym, takie jak argon lub hel, aby zapobiec utlenianiu i zanieczyszczeniu.
Metoda GTAW nadaje się do spawania cienkich i grubych blach aluminiowych, ponieważ zapewnia doskonały wygląd spoiny, dobra penetracja spoiny, i niewielkie wady spoin. GTAW pozwala również na precyzyjną kontrolę nad doprowadzonym ciepłem, długość łuku, oraz dodatek metalu wypełniającego, co może poprawić jakość spoiny i zmniejszyć zniekształcenia. Jednakże, GTAW to powolny i złożony proces spawania, co wymaga dużych umiejętności i doświadczenia, a także sprzęt i akcesoria specjalne.
Poniżej przedstawiono niektóre z kluczowych czynników wpływających na wydajność i jakość spawania aluminium metodą GTAW:
- Wybór elektrod: Elektroda powinna być wykonana z czystego wolframu lub stopu wolframu z torem, wosk, lub lantan, w celu poprawy stabilności łuku i żywotności elektrody. Elektroda powinna mieć średnicę dostosowaną do poziomu prądu i grubości materiału, oraz kształt końcówki dopasowany do charakterystyki łuku i penetracji spoiny. Na przykład, spiczasta końcówka nadaje się do niskiego prądu i głębokiej penetracji, podczas gdy kulista końcówka nadaje się do dużych prądów i płytkiej penetracji.
- Polaryzacja elektrody: Polaryzacja elektrody powinna być prądem przemiennym (AC), aby osiągnąć równowagę pomiędzy efektem czyszczenia i penetracji. Efektem czyszczącym jest usunięcie warstwy tlenku z metalu nieszlachetnego za pomocą elektrody dodatniej (PE) cykl, natomiast efektem penetracji jest stopienie metalu nieszlachetnego przez elektrodę ujemną (W) cykl. Równowagę pomiędzy efektami czyszczenia i penetracji można regulować poprzez zmianę częstotliwości prądu przemiennego, saldo AC, i kształt fali. Na przykład, wyższą częstotliwość, niższy bilans, a przebieg prostokątny może zwiększyć efekt penetracji, natomiast niższą częstotliwość, wyższy balans, a przebieg sinusoidalny może zwiększyć efekt czyszczenia.
- Wybór gazu osłonowego: Gazem osłonowym powinien być czysty argon lub argon zmieszany z helem, w celu ochrony łuku i jeziorka spawalniczego przed utlenianiem i zanieczyszczeniem. Gaz osłonowy powinien mieć natężenie przepływu dostosowane do rozmiaru dyszy i poziomu prądu, i ciśnienie odpowiadające warunkom otoczenia i położeniu spoiny. Na przykład, wyższe natężenie przepływu i wyższe ciśnienie są odpowiednie do spawania przy wietrze lub nad głową, podczas gdy niższe natężenie przepływu i niższe ciśnienie są odpowiednie do spokojnego lub płaskiego spawania.
- Wybór metalu wypełniającego: Metal wypełniający powinien być kompatybilny z metalem podstawowym, jak omówiono w poprzedniej sekcji. Spoiwo powinno mieć średnicę dostosowaną do grubości materiału i aktualnego poziomu, oraz długość odpowiadającą długości złącza i pozycji spoiny. Spoiwo powinno być czyste i suche, i przechowywać w szczelnie zamkniętym pojemniku, aby zapobiec zanieczyszczeniu i wchłanianiu wilgoci. Spoiwo powinno być podawane do jeziorka spawalniczego ręcznie pod odpowiednim kątem i z odpowiednią prędkością, aby uniknąć przegrzania, topienie, lub zamrożenie.
- Technika spawania: Technika spawania powinna zapewniać gładki i spójny ścieg spoiny, z odpowiednią fuzją, penetracja, i wzmocnienie. Technika spawania powinna również minimalizować dopływ ciepła, zniekształcenie, i wady. Technika spawania zależy od grubości materiału, wspólny projekt, położenie spoiny, oraz umiejętności i preferencje spawacza. Niektóre z powszechnych technik spawania to:
- Technika forhendowa: Technika ta polega na przesuwaniu palnika i pręta wypełniającego w tym samym kierunku, od lewej do prawej lub od prawej do lewej, w zależności od ręki spawacza. Palnik i pręt wypełniający powinny tworzyć kąt 10 Do 20 stopni z obrabianym przedmiotem, i długość łuku powinna być 1 Do 2 mm. Palnik i pręt wypełniający powinny poruszać się ruchem prostym lub lekko oscylacyjnym, w celu utworzenia jednolitego i wąskiego ściegu spoiny. Technika forhendowa jest odpowiednia dla cienkich i średnich talerzy, ponieważ zapewnia dużą prędkość spawania, dobry wygląd spoiny, i niski dopływ ciepła.
- Technika backhandu: Technika ta polega na przesuwaniu palnika i pręta wypełniającego w przeciwnym kierunku, od prawej do lewej lub od lewej do prawej, w zależności od ręki spawacza. Palnik i pręt wypełniający powinny tworzyć kąt 20 Do 30 stopni z obrabianym przedmiotem, i długość łuku powinna być 2 Do 3 mm. Palnik i pręt wypełniający powinny poruszać się ruchem okrężnym lub trójkątnym, w celu utworzenia szerokiego i głębokiego ściegu spoiny. Technika backhandu jest odpowiednia dla średnich i grubych talerzy, ponieważ zapewnia niską prędkość spawania, dobra penetracja spoiny, i duży dopływ ciepła.
Spawanie łukowe w gazie metalowym (GMAW)
Spawanie łukowe w gazie metalowym (GMAW), znany również jako metaliczny gaz obojętny (JA) spawalniczy, to proces spawania, w którym wykorzystuje się drut elektrodowy topliwy do wytworzenia łuku pomiędzy elektrodą a przedmiotem obrabianym, i dodanie metalu do jeziorka spawalniczego. Łuk i jeziorko spawalnicze są chronione gazem osłonowym, takie jak argon lub argon zmieszany z tlenem, dwutlenek węgla, lub hel, aby zapobiec utlenianiu i zanieczyszczeniu.
GMAW nadaje się do spawania cienkich i grubych blach aluminiowych, ponieważ zapewnia dużą prędkość spawania, dobra penetracja spoiny, i niewielkie wady spoin. GMAW umożliwia także automatyczną lub półautomatyczną kontrolę podawania drutu, obecny poziom, i długość łuku, co może poprawić jakość spoiny i zmniejszyć zmęczenie operatora. Jednakże, GMAW to złożony i wrażliwy proces spawania, co wymaga specjalnego sprzętu i akcesoriów, jak również staranną regulację i konserwację.

Poniżej przedstawiono niektóre z kluczowych czynników wpływających na wydajność i jakość spawania aluminium metodą GMAW:
- Dobór elektrody drutowej: Drut elektrodowy powinien być kompatybilny z metalem nieszlachetnym, jak omówiono w poprzedniej sekcji. Drut elektrodowy powinien mieć średnicę dostosowaną do grubości materiału i poziomu prądu, oraz długość odpowiadającą długości złącza i pozycji spoiny. Drut elektrodowy powinien być czysty i suchy, i przechowywać w szczelnie zamkniętym pojemniku, aby zapobiec zanieczyszczeniu i wchłanianiu wilgoci. Drut elektrodowy powinien być podawany w sposób ciągły przez podajnik drutu z odpowiednią prędkością i napięciem, aby uniknąć splątania, zagłuszanie, lub złamanie.
- Polaryzacja przewodu: Polaryzacja przewodu powinna być dodatnia dla elektrody prądu stałego (DCEP), aby uzyskać stabilny łuk i dobrą penetrację spoiny. Polaryzacja drutu powinna być dopasowana do źródła prądu i podajnika drutu, aby uniknąć odwrotnej polaryzacji, co może powodować niestabilność łuku, rozprysk, i brak fuzji.
- Wybór gazu osłonowego: Gazem osłonowym powinien być czysty argon lub argon zmieszany z tlenem, dwutlenek węgla, lub hel,w celu ochrony łuku i jeziorka spawalniczego przed utlenianiem i zanieczyszczeniem. Gaz osłonowy powinien mieć natężenie przepływu dostosowane do rozmiaru dyszy i poziomu prądu, i ciśnienie odpowiadające warunkom otoczenia i położeniu spoiny. Gaz osłonowy powinien mieć także skład dostosowany do drutu elektrodowego i właściwości spoiny. Na przykład, argon jest odpowiedni dla większości elektrod drutowych, ponieważ zapewnia stabilny łuk i dobry wygląd spoiny, podczas gdy argon zmieszany z tlenem lub dwutlenkiem węgla może poprawić stabilność łuku i penetrację spoiny w przypadku niektórych drutów elektrodowych, ale może powodować więcej odprysków i porowatości, podczas gdy argon zmieszany z helem może zwiększyć dopływ ciepła i penetrację spoiny w przypadku niektórych drutów elektrodowych, ale może powodować większą niestabilność i zniekształcenia łuku.
- Technika spawania: Technika spawania powinna zapewniać gładki i spójny ścieg spoiny, z odpowiednią fuzją, penetracja, i wzmocnienie. Technika spawania powinna również minimalizować dopływ ciepła, zniekształcenie, i wady. Technika spawania zależy od grubości materiału, wspólny projekt, położenie spoiny, oraz umiejętności i preferencje spawacza. Niektóre z powszechnych technik spawania to:
- Transfer zwarciowy: Technika ta polega na zastosowaniu niskiego napięcia i dużej prędkości podawania drutu, w celu wytworzenia serii zwarć pomiędzy drutem elektrodowym a przedmiotem obrabianym, które topią drut elektrodowy i przenoszą go do jeziorka spawalniczego. Transfer zwarciowy jest odpowiedni dla cienkich płyt, ponieważ zapewnia niski dopływ ciepła, niski rozprysk, i niskie zniekształcenia, ale może to powodować niską penetrację spoiny i brak wtopienia.
- Transfer globalny: Technika ta polega na zastosowaniu średniego napięcia i średniej prędkości podawania drutu, w celu wytworzenia dużych kropel roztopionego metalu na końcu drutu elektrodowego, które pod wpływem grawitacji odłączają się i wpadają do jeziorka spawalniczego. Transfer kulisty jest odpowiedni dla średnich i grubych płyt, ponieważ zapewnia duży dopływ ciepła, wysoka penetracja spoiny, i wysoki współczynnik osadzania, ale może powodować duże rozpryski, duże zniekształcenia, i porowatość.
- Transfer sprayem: Technika ta polega na zastosowaniu wysokiego napięcia i dużej prędkości podawania drutu, do tworzenia małych kropelek stopionego metalu na końcu drutu elektrodowego, które są wpychane do jeziorka spawalniczego pod wpływem siły łuku. Transfer natryskowy jest odpowiedni dla grubych płyt, ponieważ zapewnia duży dopływ ciepła, wysoka penetracja spoiny, i wysoki współczynnik osadzania, ale może powodować duże rozpryski, duże zniekształcenia, i porowatość.
- Transfer impulsowo-natryskowy: Technika ta polega na wykorzystaniu prądu pulsacyjnego, który zmienia się pomiędzy wysokim prądem szczytowym i niskim prądem tła, aby wytworzyć transfer sprayu podczas prądu szczytowego i transfer zwarciowy podczas prądu tła. Transfer pulsacyjny jest odpowiedni dla dowolnej grubości, ponieważ zapewnia równowagę pomiędzy dopływem ciepła, penetracja spoiny, i wygląd spoiny, może również zmniejszyć rozpryski, zniekształcenie, i porowatość.
Zastosowania spawania aluminium
Spawanie aluminium ma szerokie zastosowanie w różnych gałęziach przemysłu, takich jak motoryzacja, lotniczy, budowa, i produkcja. Spawanie aluminium może zapewnić tym branżom następujące korzyści:
-
-
- Lekki: Aluminium jest metalem lekkim, co może zmniejszyć masę i zużycie paliwa pojazdów, samolot, i struktury, a także poprawić wydajność i efektywność.
- Odporny na korozję: Aluminium jest metalem odpornym na korozję, które są w stanie wytrzymać działanie czynników atmosferycznych, chemikalia, i słoną wodę, a także wydłużyć żywotność i trwałość pojazdów, samolot, i struktury.
- Wszechstronny: Aluminium jest metalem wszechstronnym, które można formować w różne kształty i rozmiary, a także łączone różnymi metodami, takie jak spawanie, mosiężnictwo, lutowanie, lub klejenie, do tworzenia złożonych i niestandardowych projektów i produktów.
-
Oto niektóre przykłady zastosowań spawania aluminium:
-
-
- Automobilowy: Do łączenia aluminiowych elementów pojazdów stosuje się spawanie aluminium, takie jak silnik, transmisja, podwozie, Ciało, i koła, w celu zmniejszenia masy i emisji, a także poprawić wydajność i bezpieczeństwo.

Spawanie aluminium stało się niezbędnym procesem w produkcji samochodów - Lotnictwo: Do łączenia aluminiowych elementów samolotu stosuje się spawanie aluminium, takie jak kadłub, skrzydła, ogon, i podwozie, w celu zmniejszenia masy i zużycia paliwa, a także poprawić wydajność i niezawodność.
- Budowa: Do łączenia aluminiowych elementów konstrukcji stosuje się spawanie aluminium, takie jak mosty, budynki, wieże, i rurociągi, w celu zmniejszenia masy i konserwacji, a także poprawić siłę i stabilność.
- Produkcja: Do łączenia aluminiowych elementów produktów stosuje się spawanie aluminium, takie jak meble, urządzenia, narzędzia, i sprzęt, aby zmniejszyć koszty i ilość odpadów, a także poprawić jakość i funkcjonalność.
- Automobilowy: Do łączenia aluminiowych elementów pojazdów stosuje się spawanie aluminium, takie jak silnik, transmisja, podwozie, Ciało, i koła, w celu zmniejszenia masy i emisji, a także poprawić wydajność i bezpieczeństwo.
-
Wniosek
Spawanie aluminium to wymagająca, ale satysfakcjonująca umiejętność, która pozwala tworzyć mocne i trwałe połączenia do różnych zastosowań. Spawanie aluminium wymaga dobrej znajomości stopów aluminium i ich oznaczeń, wybór metalu wypełniającego, przygotowanie do spawania, i procesy spawania. Spawanie aluminium wymaga również odpowiedniego sprzętu i akcesoriów, jak również staranną regulację i konserwację. Spawanie aluminium może zapewnić lekkość, odporny na korozję, i wszechstronne rozwiązanie dla różnych gałęzi przemysłu, takich jak motoryzacja, lotniczy, budowa, i produkcja.