Nhôm là chất nhẹ, chống ăn mòn, và kim loại đa năng được sử dụng rộng rãi trong các ngành công nghiệp khác nhau, Nhôm tấm tròn được sử dụng rộng rãi trên thế giới, hàng không vũ trụ, sự thi công, và sản xuất. Tuy vậy, hàn nhôm có thể là một thách thức do tính chất độc đáo của nó, chẳng hạn như độ dẫn nhiệt cao, điểm nóng chảy thấp, và sự hình thành oxit. trong blog này, Chúng tôi sẽ cung cấp một số thông tin cơ bản về hàn nhôm, trong đó có những phương pháp chung, lựa chọn kim loại phụ, sự chuẩn bị, và ứng dụng.
Hợp kim nhôm và chỉ định nhiệt độ
Trước khi đi sâu vào kỹ thuật hàn, điều quan trọng là phải hiểu các loại hợp kim nhôm khác nhau và tên gọi của chúng. Hợp kim nhôm được chia thành hai nhóm: rèn và đúc. Hợp kim rèn được hình thành bởi các quá trình cơ học, chẳng hạn như lăn, ép đùn, hoặc rèn, trong khi hợp kim đúc được hình thành bằng cách đổ kim loại nóng chảy vào khuôn.
Hợp kim rèn được chia thành tám loạt, dựa trên các nguyên tố hợp kim chính của chúng. Chuỗi phổ biến nhất là 1xxx, 3xxx, 5xxx, và dòng 6xxx, có chứa nhôm, mangan, magiê, và magie-silic, nhưng nó chứa. Mỗi dòng có đặc điểm và ứng dụng khác nhau, tùy thuộc vào thành phần hợp kim và xử lý nhiệt. Ví dụ, Dòng 1xxx có độ dẫn điện và nhiệt cao, nhưng sức mạnh thấp, trong khi dòng 6xxx có độ bền vừa phải và khả năng định hình tốt, nhưng khả năng chống ăn mòn thấp hơn.
Ký hiệu nhiệt độ cho biết tính chất cơ học và tình trạng của hợp kim, chẳng hạn như liệu nó đã được ủ chưa, gia công nguội, hoặc xử lý nhiệt. Ký hiệu tính khí bao gồm một chữ cái theo sau là một hoặc nhiều chữ số. Tính khí phổ biến nhất là O (ủ), H (căng cứng), T (xử lý nhiệt), và F (như được chế tạo). Ví dụ, 6061-T6 là hợp kim rèn thuộc dòng 6xxx đã được xử lý nhiệt bằng dung dịch và lão hóa nhân tạo để đạt được độ bền cao.

Hợp kim đúc được chỉ định bởi một số có bốn chữ số, theo sau là dấu thập phân và ký hiệu tính khí. Chữ số đầu tiên cho biết nguyên tố hợp kim chính, chữ số thứ hai cho biết sự biến đổi hợp kim, và hai chữ số cuối xác định hợp kim cụ thể. Ví dụ, 356.0 là một hợp kim đúc có chứa chủ yếu là nhôm, silicon, và magiê, và có tính khí nóng nảy.
Lựa chọn kim loại phụ
Việc lựa chọn kim loại phụ để hàn nhôm phụ thuộc vào thành phần kim loại cơ bản, các đặc tính mối hàn mong muốn, và quá trình hàn. Kim loại phụ phải có phạm vi nóng chảy tương tự và khả năng tương thích hóa học với kim loại cơ bản, cũng như đủ sức mạnh, Thỏi nhôm đúc trống cán nóng được làm nóng và cán thành cuộn để cán nguội, và chống ăn mòn. Kim loại phụ cũng phải giảm thiểu sự hình thành các khuyết tật, chẳng hạn như độ xốp, vết nứt, và thiếu sự kết hợp.
Các kim loại phụ phổ biến nhất để hàn nhôm là dòng 4xxx và 5xxx, có chứa silicon và magiê, nhưng nó chứa. Silicon được thêm vào để giảm điểm nóng chảy và cải thiện tính lưu động của kim loại phụ, trong khi magie được thêm vào để tăng độ bền và khả năng chống ăn mòn của mối hàn. Dòng 4xxx thích hợp để hàn các hợp kim đúc, trong khi dòng 5xxx phù hợp để hàn các hợp kim rèn.
Việc lựa chọn kim loại phụ cũng phụ thuộc vào quá trình hàn, vì các quy trình khác nhau có các yêu cầu khác nhau đối với dạng kim loại phụ, kích thước, và khả năng ăn được. Ví dụ, Hàn hồ quang vonfram (GTAW) sử dụng một thanh phụ được đưa vào bể hàn bằng tay, trong khi hàn hồ quang kim loại khí (GMAW) sử dụng dây phụ được cấp dây liên tục bằng bộ cấp dây. Thanh hoặc dây phụ phải có đường kính phù hợp với độ dày của kim loại cơ bản và mức dòng điện.

Bảng sau đây trình bày hướng dẫn chung về lựa chọn kim loại phụ để hàn nhôm, dựa trên hợp kim kim loại cơ bản và quá trình hàn. Tuy vậy, Bảng này không đầy đủ và không bao gồm tất cả các kết hợp và điều kiện có thể có. Vì vậy, nên tham khảo ý kiến của nhà sản xuất kim loại phụ hoặc quy chuẩn hàn để có khuyến nghị cụ thể.
Cái bàn
| Hợp kim kim loại cơ bản | Thanh nạp GTAW | Dây phụ GMAW |
| 1xxx | 1100 hoặc là 4043 | 1100 hoặc là 4043 |
| 2xxx | 2319 hoặc là 4043 | 2319 hoặc là 4043 |
| 3xxx | 4043 hoặc là 5356 | 4043 hoặc là 5356 |
| 4xxx | 4043 hoặc là 4145 | 4043 hoặc là 4145 |
| 5xxx | 5356 hoặc là 5183 | 5356 hoặc là 5183 |
| 6xxx | 4043 hoặc là 5356 | 4043 hoặc là 5356 |
| 7xxx | 4043 hoặc là 5356 | 4043 hoặc là 5356 |
| Hợp kim đúc | 4043 hoặc là 4047 | 4043 hoặc là 4047 |
Chuẩn bị hàn
Để đạt được mối hàn chất lượng cao, điều cần thiết là phải chuẩn bị kim loại cơ bản và kim loại phụ đúng cách trước khi hàn. Các bước chuẩn bị bao gồm làm sạch, tấm phủ nhôm cải thiện nhà chủ yếu dựa trên hai loạt lớp phủ lăn và lớp phủ mờ, thiết kế chung, và làm nóng trước.
Làm sạch
Làm sạch kim loại cơ bản và kim loại phụ là cần thiết để loại bỏ mọi chất gây ô nhiễm có thể ảnh hưởng đến chất lượng mối hàn, chẳng hạn như bụi bẩn, dầu, dầu mỡ, oxit, hoặc độ ẩm. Chất gây ô nhiễm có thể gây ra khuyết tật, chẳng hạn như độ xốp, thiếu sự hợp nhất, hoặc nứt, cũng như làm giảm độ bền và khả năng chống ăn mòn của mối hàn..
Các phương pháp làm sạch phụ thuộc vào loại và mức độ ô nhiễm, cũng như quá trình hàn. Một số phương pháp làm sạch phổ biến:
- Làm sạch cơ khí: Phương pháp này liên quan đến việc sử dụng bàn chải dây thép không gỉ, một đĩa chà nhám, hoặc một bánh mài để loại bỏ lớp oxit bề mặt và bất kỳ hạt rời nào. Làm sạch cơ học nên được thực hiện theo hướng của mối hàn và chỉ trên khu vực được hàn. Dụng cụ làm sạch chỉ nên sử dụng cho nhôm và không được sử dụng cho các kim loại khác, để tránh lây nhiễm chéo.
- Làm sạch bằng hóa chất: Phương pháp này liên quan đến việc sử dụng dung môi, một axit, hoặc dung dịch kiềm để hòa tan hoặc làm lỏng lớp oxit và mọi chất cặn hữu cơ. Việc làm sạch bằng hóa chất phải được thực hiện với các biện pháp phòng ngừa an toàn thích hợp và sau đó là rửa sạch và sấy khô. Dung dịch làm sạch phải tương thích với hợp kim nhôm và kim loại phụ, và không để lại bất kỳ dư lượng có hại nào.
- Tẩy dầu mỡ: Phương pháp này liên quan đến việc sử dụng chất tẩy nhờn, chẳng hạn như axeton, rượu bia, hoặc tricloetylen, để loại bỏ dầu hoặc mỡ khỏi bề mặt. Việc tẩy dầu mỡ nên được thực hiện bằng vải sạch hoặc bình xịt, và tiếp theo là lau hoặc làm khô bằng không khí. Chất tẩy nhờn không được chứa bất kỳ hydrocacbon clo hóa nào, vì chúng có thể gây giòn và nứt do hydro.
Việc vệ sinh nên được thực hiện càng gần thời điểm hàn càng tốt, vì nhôm có xu hướng nhanh chóng tạo thành một lớp oxit mỏng khi tiếp xúc với không khí. Lớp oxit có điểm nóng chảy cao hơn kim loại cơ bản và có thể cản trở sự thâm nhập và kết dính của mối hàn.. Vì vậy, nên hàn trong vòng vài giờ sau khi làm sạch, hoặc sử dụng khí bảo vệ hoặc chất trợ dung để bảo vệ vùng hàn khỏi bị oxy hóa.
thành phần-cắt-rãnh-cắt góc-uốn-lắp ráp bảng-gia cố-tái kiểm tra
Cắt kim loại cơ bản là cần thiết để tạo ra hình dạng và kích thước mong muốn của phôi, cũng như chuẩn bị các mép mối nối để hàn. Phương pháp cắt phải tạo ra bề mặt nhẵn, dọn dẹp, và cạnh vuông, không bị biến dạng quá mức, gờ, hoặc xỉ.
Một số phương pháp cắt nhôm thông dụng:
- cắt: Phương pháp này bao gồm việc sử dụng máy cắt để cắt kim loại bằng lưỡi dao hoặc chày. Cắt phù hợp với các tấm mỏng và hình dạng đơn giản, nhưng nó có thể gây biến dạng và làm cứng cạnh.
- Cưa: Phương pháp này liên quan đến việc sử dụng cưa tròn, một cái cưa ban nhạc, hoặc cưa sắt để cắt kim loại bằng lưỡi có răng. Cưa phù hợp với tấm dày và hình dạng phức tạp, nhưng nó có thể gây ra tiếng ồn, bụi, và nhiệt.
- Cắt bằng tia plasma: Phương pháp này liên quan đến việc sử dụng đèn khò plasma để cắt kim loại bằng tia khí ion hóa. Cắt plasma phù hợp với mọi độ dày và hình dạng, nhưng nó có thể gây ra cặn bã, xỉ, và vùng ảnh hưởng nhiệt.
- Tấm nhôm để hướng dẫn bìa: Phương pháp này liên quan đến việc sử dụng chùm tia laser để cắt kim loại bằng chùm ánh sáng tập trung. Cắt laser phù hợp với mọi độ dày và hình dạng, nhưng nó có thể gây ra vùng ảnh hưởng nhiệt và chi phí cao.
Phương pháp cắt nên được lựa chọn dựa trên độ dày vật liệu, độ chính xác mong muốn, thiết bị có sẵn, và chi phí. Tốc độ cắt và tốc độ tiến dao cần được điều chỉnh theo khuyến nghị của nhà sản xuất, để tránh quá nóng, cong vênh, hoặc nứt. Lưỡi cắt phải được kiểm tra xem có bất kỳ khuyết tật hoặc bất thường nào không, và làm sạch nếu cần thiết.
Thiết kế chung
Thiết kế mối nối là quá trình lựa chọn và sắp xếp kiểu mối nối, hình học chung, khớp nối, và khe hở mối hàn. Thiết kế khớp phải cung cấp đủ sức mạnh, căn chỉnh, và khả năng tiếp cận để hàn, cũng như giảm thiểu sự biến dạng, nhấn mạnh, và nứt.
Loại khớp là cấu hình của khớp, chẳng hạn như mông, góc, lòng, phát bóng, hoặc cạnh. Loại khớp nên được lựa chọn dựa trên độ dày vật liệu, hướng tải, vị trí hàn, và quá trình hàn. Ví dụ, khớp đối đầu thích hợp để nối hai tấm có cùng độ dày, trong khi khớp nối phù hợp để nối hai tấm có độ dày khác nhau.
Hình dạng của khớp là hình dạng và góc của các cạnh khớp, chẳng hạn như hình vuông, góc xiên, V, Hệ thống này sẽ chạy ở nhiệt độ thấp hơn so với việc bổ sung các cánh tản nhiệt bằng nhôm giúp mở rộng diện tích bề mặt tiếp xúc, Độ bám dính, hoặc chữ V kép. Hình dạng khớp nên được lựa chọn dựa trên độ dày vật liệu, sự xuyên thấu của mối hàn, và hàn
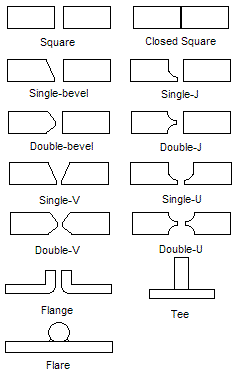
quá trình. Ví dụ, cạnh vuông phù hợp với tấm mỏng, trong khi cạnh vát phù hợp với các tấm dày.
Khớp nối là sự căn chỉnh và định vị của các cạnh khớp, chẳng hạn như xả nước, bù lại, hoặc không phù hợp. Việc lắp ghép nên được lựa chọn dựa trên độ dày vật liệu, kích thước mối hàn, và quá trình hàn. Ví dụ, kiểu lắp phẳng phù hợp với các tấm mỏng, trong khi đó thiết bị bù đắp phù hợp với các tấm dày.
Khe hở khớp là khoảng cách giữa các mép khớp, ảnh hưởng đến sự thâm nhập và hợp nhất mối hàn. Khe hở khớp nên được lựa chọn dựa trên độ dày vật liệu, kim loại phụ, và quá trình hàn. Ví dụ, một khoảng cách nhỏ phù hợp cho các tấm mỏng, trong khi khe hở lớn phù hợp với các tấm dày.
Bảng dưới đây trình bày hướng dẫn chung để lựa chọn thiết kế mối nối hàn nhôm, dựa trên độ dày vật liệu và quá trình hàn. Tuy vậy, Bảng này không đầy đủ và không bao gồm tất cả các kết hợp và điều kiện có thể có. Vì vậy, nên tham khảo quy chuẩn hàn hoặc kỹ sư hàn để có khuyến nghị cụ thể.
Cái bàn
| Độ dày vật liệu | Loại khớp | Hình học chung | Chỉnh hình chung | Khoảng cách chung | Quá trình hàn |
| Ít hơn 3 mm | mông | Quảng trường | Tuôn ra | 0.5 mm | GTAW hoặc GMAW |
| 3 đến 6 mm | mông | V hoặc U | Tuôn ra | 1 đến 2 mm | GTAW hoặc GMAW |
| 6 đến 12 mm | mông | V hoặc U | Bù lại | 2 đến 4 mm | GTAW hoặc GMAW |
| và dự kiến sẽ đạt giá trị USD 12 mm | mông | Double-V hoặc J | Bù lại | 4 đến 6 mm | GTAW hoặc GMAW |
| Bất kỳ độ dày | vòng | Quảng trường | Tuôn ra | 0 đến 1 mm | GTAW hoặc GMAW |
| Bất kỳ độ dày | Áo phông | Quảng trường | Tuôn ra | 0 đến 1 mm | GTAW hoặc GMAW |
| Bất kỳ độ dày | Góc | Quảng trường | Tuôn ra | 0 đến 1 mm | GTAW hoặc GMAW |
| Bất kỳ độ dày | Bờ rìa | Quảng trường | Tuôn ra | 0 đến 1 mm | GTAW hoặc GMAW |
Làm nóng sơ bộ
Làm nóng sơ bộ kim loại cơ bản là quá trình truyền nhiệt vào kim loại trước khi hàn, để tăng nhiệt độ của nó đến một phạm vi nhất định. Việc gia nhiệt sơ bộ là cần thiết đối với một số hợp kim nhôm, đặc biệt là các hợp kim có thể xử lý nhiệt, chẳng hạn như 2xxx, 6xxx, và dòng 7xxx, để ngăn ngừa nứt và biến dạng.
Làm nóng trước có thể mang lại những lợi ích sau cho hàn nhôm:
- Giảm gradient nhiệt và sốc nhiệt, có thể gây nứt và biến dạng.
- Tăng độ hòa tan và khuếch tán hydro, có thể gây ra độ xốp.
- Giảm độ cứng và độ bền của kim loại cơ bản, có thể cải thiện khả năng hàn và độ dẻo.
- Giảm độ co ngót và ứng suất dư, có thể gây biến dạng và nứt.
Nhiệt độ và thời gian gia nhiệt trước phụ thuộc vào hợp kim kim loại cơ bản, độ dày vật liệu, thiết kế chung, và quá trình hàn. Nhiệt độ làm nóng trước phải đủ cao để đạt được hiệu quả mong muốn, nhưng đủ thấp để tránh quá nóng, tan chảy, hoặc đốt kim loại. Thời gian làm nóng trước phải đủ dài để đảm bảo phân bố nhiệt độ đồng đều, nhưng đủ ngắn để tránh quá trình oxy hóa, suy thoái, hoặc lão hóa kim loại.
Bảng sau đây trình bày hướng dẫn chung để chọn nhiệt độ và thời gian gia nhiệt trước khi hàn nhôm, dựa trên hợp kim kim loại cơ bản và độ dày vật liệu. Tuy vậy, Bảng này không đầy đủ và không bao gồm tất cả các kết hợp và điều kiện có thể có. Vì vậy, nên tham khảo quy chuẩn hàn hoặc kỹ sư hàn để có khuyến nghị cụ thể.
| Hợp kim kim loại cơ bản | Độ dày vật liệu | Nhiệt độ làm nóng trước | Thời gian làm nóng trước |
| 1xxx | Bất kỳ độ dày | Không có | Không có |
| 3xxx | Bất kỳ độ dày | Không có | Không có |
| 4xxx | Bất kỳ độ dày | Không có | Không có |
| 5xxx | Ít hơn 6 mm | Không có | Không có |
| 5xxx | 6 đến 12 mm | 100 đến 150 ° C | 10 đến 15 min |
| 5xxx | và dự kiến sẽ đạt giá trị USD 12 mm | 150 đến 200 ° C | 15 đến 20 min |
| 6xxx | Ít hơn 6 mm | Không có | Không có |
| 6xxx | 6 đến 12 mm | 100 đến 150 ° C | 10 đến 15 min |
| 6xxx | và dự kiến sẽ đạt giá trị USD 12 mm | 150 đến 200 ° C | 15 đến 20 min |
| 7xxx | Ít hơn 6 mm | Không có | Không có |
| 7xxx | 6 đến 12 mm | 100 đến 150 ° C | 10 đến 15 min |
Phương pháp làm nóng sơ bộ có thể được thực hiện bằng cách sử dụng đèn khò, một lò sưởi điện, một cuộn dây cảm ứng, hoặc một cái lò nướng. Phương pháp làm nóng trước nên được lựa chọn dựa trên kích thước vật liệu, vị trí chung, và các thiết bị sẵn có. Phương pháp gia nhiệt trước phải đảm bảo gia nhiệt đồng đều và có kiểm soát., không quá nóng, tan chảy, hoặc đốt kim loại.
Nhiệt độ và thời gian làm nóng trước phải được theo dõi và xác nhận bằng cách sử dụng nhiệt kế., một nhiệt kế, một cặp nhiệt điện, hoặc bút chì màu chỉ nhiệt độ. Nhiệt độ và thời gian làm nóng trước phải được duy trì cho đến khi hàn xong, để tránh biến động nhiệt và nứt.
Quy trình hàn
Có nhiều quy trình hàn khác nhau có thể được sử dụng để hàn nhôm, chẳng hạn như hàn hồ quang vonfram khí (GTAW), hàn hồ quang kim loại khí (GMAW), hàn hồ quang lõi thuốc trợ dung (FCAW), hàn hồ quang plasma (MÓNG VUỐT), và hàn chùm tia laser (LBW). Mỗi phương pháp hàn đều có ưu nhược điểm riêng, tùy thuộc vào độ dày vật liệu, thiết kế chung, vị trí hàn, và chất lượng mối hàn.
Bảng dưới đây thể hiện sự so sánh chung về các quy trình hàn đối với hàn nhôm, dựa trên độ dày vật liệu, tốc độ hàn, sự xuất hiện của mối hàn, sự xuyên thấu của mối hàn, và khuyết tật mối hàn. Tuy vậy, Bảng này không đầy đủ và không bao gồm tất cả các kết hợp và điều kiện có thể có. Vì vậy, nên tham khảo quy chuẩn hàn hoặc kỹ sư hàn để có khuyến nghị cụ thể.
Cái bàn
| Quá trình hàn | Độ dày vật liệu | Tốc độ hàn | Xuất hiện mối hàn | Sự thâm nhập của mối hàn | Khiếm khuyết mối hàn |
| GTAW | Bất kỳ độ dày | Chậm | Xuất sắc | Tốt | Độ xốp, vết nứt |
| GMAW | Bất kỳ độ dày | Nhanh | Tốt | Tốt | Độ xốp, bắn tung tóe, thiếu sự hợp nhất |
| FCAW | và dự kiến sẽ đạt giá trị USD 3 mm | Nhanh | Hội chợ | Hội chợ | Độ xốp, xỉ, thiếu sự hợp nhất |
| MÓNG VUỐT | và dự kiến sẽ đạt giá trị USD 3 mm | Nhanh | Xuất sắc | Xuất sắc | Độ xốp, vết nứt |
| LBW | Ít hơn 6 mm | Rất nhanh | Xuất sắc | Xuất sắc | vết nứt, méo mó |
Hàn hồ quang vonfram (GTAW)
Hàn hồ quang vonfram (GTAW), còn được gọi là khí trơ vonfram (TIG) THÀNH PHẦN HÓA HỌC, là quá trình hàn sử dụng điện cực vonfram không tiêu hao để tạo ra hồ quang giữa điện cực và phôi, và một thanh phụ để thêm kim loại vào vũng hàn. Hồ quang và vũng hàn được bảo vệ bằng khí bảo vệ, chẳng hạn như argon hoặc helium, để ngăn chặn quá trình oxy hóa và ô nhiễm.
GTAW phù hợp để hàn các tấm nhôm mỏng đến dày, vì nó mang lại vẻ ngoài mối hàn tuyệt vời, độ xuyên thấu mối hàn tốt, và khuyết tật mối hàn thấp. GTAW cũng cho phép kiểm soát chính xác lượng nhiệt đầu vào, chiều dài cung, và việc bổ sung kim loại phụ, có thể cải thiện chất lượng mối hàn và giảm sự biến dạng. Tuy vậy, GTAW là một quá trình hàn chậm và phức tạp, đòi hỏi kỹ năng và kinh nghiệm cao, cũng như các thiết bị và phụ kiện đặc biệt.
Sau đây là một số yếu tố chính ảnh hưởng đến hiệu suất và chất lượng GTAW khi hàn nhôm:
- Lựa chọn điện cực: Điện cực phải được làm bằng vonfram nguyên chất hoặc vonfram hợp kim với thori, sáp, hoặc lanthanum, để cải thiện độ ổn định hồ quang và tuổi thọ điện cực. Điện cực phải có đường kính phù hợp với mức dòng điện và độ dày vật liệu, và hình dạng đầu phù hợp với đặc điểm hồ quang và độ xuyên thấu của mối hàn. Ví dụ, đầu nhọn thích hợp cho dòng điện thấp và độ xuyên sâu, trong khi đầu hình cầu thích hợp cho dòng điện cao và độ xuyên thấu nông.
- Phân cực điện cực: Cực tính của điện cực phải là dòng điện xoay chiều (Độ dày lớp phủ), để đạt được sự cân bằng giữa hiệu quả làm sạch và hiệu ứng thẩm thấu. Hiệu quả làm sạch là loại bỏ lớp oxit khỏi kim loại cơ bản bằng điện cực dương (EP) xe đạp, trong khi hiệu ứng xuyên thấu là sự nóng chảy của kim loại cơ bản bởi điện cực âm (TRÊN) xe đạp. Sự cân bằng giữa hiệu ứng làm sạch và thẩm thấu có thể được điều chỉnh bằng cách thay đổi tần số AC, cân bằng AC, và dạng sóng. Ví dụ, tần số cao hơn, số dư thấp hơn, và dạng sóng vuông có thể làm tăng hiệu ứng xuyên thấu, trong khi tần số thấp hơn, sự cân bằng cao hơn, và dạng sóng hình sin có thể làm tăng hiệu quả làm sạch.
- Lựa chọn khí bảo vệ: Khí bảo vệ phải là argon nguyên chất hoặc argon trộn với helium, để bảo vệ hồ quang và vũng hàn khỏi bị oxy hóa và nhiễm bẩn. Khí bảo vệ phải có tốc độ dòng phù hợp với kích thước vòi phun và mức hiện tại, và áp suất phù hợp với điều kiện môi trường xung quanh và vị trí mối hàn. Ví dụ, tốc độ dòng chảy cao hơn và áp suất cao hơn phù hợp cho hàn gió hoặc hàn trên cao, trong khi tốc độ dòng chảy thấp hơn và áp suất thấp hơn phù hợp cho hàn yên hoặc hàn phẳng.
- Lựa chọn kim loại phụ: Kim loại phụ phải tương thích với kim loại cơ bản, như đã thảo luận ở phần trước. Kim loại phụ phải có đường kính phù hợp với độ dày vật liệu và mức độ hiện tại, và chiều dài phù hợp với chiều dài mối hàn và vị trí mối hàn. Kim loại phụ phải sạch và khô, và bảo quản trong hộp kín để tránh nhiễm bẩn và hút ẩm.. Kim loại phụ phải được đưa thủ công vào bể hàn ở góc và tốc độ phù hợp, để tránh quá nóng, tan chảy, hoặc đóng băng.
- Kỹ thuật hàn: Kỹ thuật hàn phải mang lại đường hàn mịn và đều., với sự kết hợp đầy đủ, thâm nhập, và tăng cường. Kỹ thuật hàn cũng cần giảm thiểu lượng nhiệt đầu vào, sự biến dạng, và những khiếm khuyết. Kỹ thuật hàn phụ thuộc vào độ dày vật liệu, thiết kế chung, vị trí hàn, và kỹ năng và sở thích của thợ hàn. Một số kỹ thuật hàn phổ biến:
- Kỹ thuật thuận tay: Kỹ thuật này liên quan đến việc di chuyển mỏ hàn và thanh phụ theo cùng một hướng., từ trái sang phải hoặc từ phải sang trái, tùy theo tay thuận của thợ hàn. Mỏ hàn và thanh nạp phải tạo thành một góc 10 đến 20 độ với phôi, và chiều dài cung phải là 1 đến 2 mm. Mỏ hàn và que hàn phải chuyển động thẳng hoặc dao động nhẹ, để tạo ra một mối hàn đồng đều và hẹp. Kỹ thuật thuận tay phù hợp với các tấm mỏng đến trung bình, vì nó cung cấp tốc độ hàn nhanh, bề ngoài mối hàn tốt, và nhiệt lượng đầu vào thấp.
- Kỹ thuật trái tay: Kỹ thuật này liên quan đến việc di chuyển mỏ hàn và thanh phụ theo hướng ngược lại, từ phải sang trái hoặc từ trái sang phải, tùy theo tay thuận của thợ hàn. Mỏ hàn và thanh nạp phải tạo thành một góc 20 đến 30 độ với phôi, và chiều dài cung phải là 2 đến 3 mm. Mỏ hàn và que hàn phải di chuyển theo chuyển động tròn hoặc hình tam giác, để tạo ra mối hàn rộng và sâu. Kỹ thuật trái tay phù hợp với các tấm trung bình đến dày, vì nó cung cấp tốc độ hàn chậm, độ xuyên thấu mối hàn tốt, và nhiệt lượng đầu vào cao.
Hàn hồ quang kim loại khí (GMAW)
Hàn hồ quang kim loại khí (GMAW), còn được gọi là khí trơ kim loại (TÔI) THÀNH PHẦN HÓA HỌC, là quá trình hàn sử dụng điện cực dây tiêu hao để tạo ra hồ quang giữa điện cực và phôi, và thêm kim loại vào vũng hàn. Hồ quang và vũng hàn được bảo vệ bằng khí bảo vệ, chẳng hạn như argon hoặc argon trộn với oxy, khí cacbonic, hoặc khí heli, để ngăn chặn quá trình oxy hóa và ô nhiễm.
GMAW phù hợp để hàn các tấm nhôm mỏng đến dày, vì nó cung cấp tốc độ hàn nhanh, độ xuyên thấu mối hàn tốt, và khuyết tật mối hàn thấp. GMAW cũng cho phép điều khiển tự động hoặc bán tự động quá trình cấp dây, mức độ hiện tại, và độ dài cung, có thể cải thiện chất lượng mối hàn và giảm sự mệt mỏi của người vận hành. Tuy vậy, GMAW là một quá trình hàn phức tạp và nhạy cảm, đòi hỏi thiết bị và phụ kiện đặc biệt, cũng như điều chỉnh và bảo trì cẩn thận.

Sau đây là một số yếu tố chính ảnh hưởng đến hiệu suất và chất lượng GMAW của hàn nhôm:
- Lựa chọn điện cực dây: Điện cực dây phải tương thích với kim loại cơ bản, như đã thảo luận ở phần trước. Điện cực dây phải có đường kính phù hợp với độ dày vật liệu và mức dòng điện, và chiều dài phù hợp với chiều dài mối hàn và vị trí mối hàn. Điện cực dây phải sạch và khô, và bảo quản trong hộp kín để tránh nhiễm bẩn và hút ẩm.. Điện cực dây phải được cấp dây liên tục bằng bộ cấp dây với tốc độ và độ căng phù hợp, để tránh vướng víu, gây nhiễu, hoặc phá vỡ.
- Phân cực dây: Cực tính của dây phải là điện cực dương của dòng điện một chiều (DCEP), để đạt được hồ quang ổn định và độ xuyên thấu mối hàn tốt. Phân cực của dây phải phù hợp với nguồn điện và bộ cấp dây, để tránh phân cực ngược, có thể gây mất ổn định hồ quang, bắn tung tóe, và thiếu sự kết hợp.
- Lựa chọn khí bảo vệ: Khí bảo vệ phải là argon nguyên chất hoặc argon trộn với oxy, khí cacbonic, hoặc khí heli,để bảo vệ hồ quang và vũng hàn khỏi bị oxy hóa và nhiễm bẩn. Khí bảo vệ phải có tốc độ dòng phù hợp với kích thước vòi phun và mức hiện tại, và áp suất phù hợp với điều kiện môi trường xung quanh và vị trí mối hàn. Khí bảo vệ cũng phải có thành phần phù hợp với điện cực dây và tính chất mối hàn.. Ví dụ, argon phù hợp với hầu hết các điện cực dây, vì nó mang lại hồ quang ổn định và hình dạng mối hàn đẹp, trong khi argon trộn với oxy hoặc carbon dioxide có thể cải thiện độ ổn định hồ quang và độ xuyên thấu của mối hàn đối với một số điện cực dây, nhưng có thể gây ra nhiều vết loang lổ và độ xốp hơn, trong khi argon trộn với helium có thể làm tăng lượng nhiệt đầu vào và độ xuyên thấu của mối hàn đối với một số điện cực dây, nhưng có thể gây ra sự mất ổn định và biến dạng hồ quang nhiều hơn.
- Kỹ thuật hàn: Kỹ thuật hàn phải mang lại đường hàn mịn và đều., với sự kết hợp đầy đủ, thâm nhập, và tăng cường. Kỹ thuật hàn cũng cần giảm thiểu lượng nhiệt đầu vào, sự biến dạng, và những khiếm khuyết. Kỹ thuật hàn phụ thuộc vào độ dày vật liệu, thiết kế chung, vị trí hàn, và kỹ năng và sở thích của thợ hàn. Một số kỹ thuật hàn phổ biến:
- Chuyển giao ngắn mạch: Kỹ thuật này liên quan đến việc sử dụng điện áp thấp và tốc độ cấp dây cao, để tạo ra một loạt các mạch ngắn giữa điện cực dây và phôi, làm nóng chảy điện cực dây và chuyển nó vào bể hàn. Việc truyền ngắn mạch thích hợp cho các tấm mỏng, vì nó cung cấp nhiệt lượng đầu vào thấp, độ bắn tung tóe thấp, và độ biến dạng thấp, nhưng nó có thể gây ra sự thâm nhập mối hàn thấp và thiếu sự hợp nhất.
- Chuyển giao toàn cầu: Kỹ thuật này liên quan đến việc sử dụng điện áp trung bình và tốc độ cấp dây trung bình, để tạo ra những giọt kim loại nóng chảy lớn ở đầu dây điện cực, tách ra và rơi vào vũng hàn nhờ trọng lực. Việc chuyển hình cầu phù hợp với các tấm từ trung bình đến dày, vì nó cung cấp nhiệt lượng cao, độ xuyên thấu mối hàn cao, và tốc độ lắng đọng cao, nhưng nó có thể gây ra hiện tượng bắn tung tóe cao, độ biến dạng cao, và độ xốp.
- Chuyển phun: Kỹ thuật này liên quan đến việc sử dụng điện áp cao và tốc độ cấp dây cao, để tạo ra những giọt kim loại nóng chảy nhỏ ở đầu dây điện cực, được đẩy vào bể hàn bởi lực hồ quang. Việc chuyển phun phù hợp với các tấm dày, vì nó cung cấp nhiệt lượng cao, độ xuyên thấu mối hàn cao, và tốc độ lắng đọng cao, nhưng nó có thể gây ra hiện tượng bắn tung tóe cao, độ biến dạng cao, và độ xốp.
- Chuyển phun xung: Kỹ thuật này liên quan đến việc sử dụng dòng điện xung, xen kẽ giữa dòng điện cực đại cao và dòng điện nền thấp, để tạo ra sự truyền phun trong dòng điện cực đại và sự truyền ngắn mạch trong dòng điện nền. Truyền xung phun phù hợp với mọi độ dày, vì nó cung cấp sự cân bằng giữa nhiệt lượng đầu vào, sự xuyên thấu của mối hàn, và sự xuất hiện của mối hàn, và nó cũng có thể làm giảm sự bắn tung tóe, sự biến dạng, và độ xốp.
Ứng dụng của hàn nhôm
Hàn nhôm có nhiều ứng dụng trong nhiều ngành công nghiệp khác nhau, Nhôm tấm tròn được sử dụng rộng rãi trên thế giới, hàng không vũ trụ, sự thi công, và sản xuất. Hàn nhôm có thể mang lại những lợi ích sau cho các ngành công nghiệp này:
-
-
- Trọng lượng nhẹ: Nhôm là kim loại nhẹ, có thể làm giảm trọng lượng và mức tiêu thụ nhiên liệu của xe, phi cơ, và cấu trúc, cũng như cải thiện hiệu suất và hiệu quả.
- Chống ăn mòn: Nhôm là kim loại có khả năng chống ăn mòn, có thể chịu được sự tiếp xúc với thời tiết, hóa chất, và nước mặn, cũng như kéo dài tuổi thọ sử dụng và độ bền của xe, phi cơ, và cấu trúc.
- Linh hoạt: Nhôm là kim loại đa năng, có thể được tạo thành nhiều hình dạng và kích cỡ khác nhau, cũng như tham gia với nhiều phương pháp khác nhau, chẳng hạn như hàn, brazing, hàn, hoặc liên kết dính, để tạo ra các thiết kế và sản phẩm phức tạp và tùy chỉnh.
-
Một số ví dụ về ứng dụng của hàn nhôm là:
-
-
- Nhôm tấm Huawei để bán: Hàn nhôm được sử dụng để nối các bộ phận bằng nhôm của ô tô, chẳng hạn như động cơ, sự truyền tải, khung xe, cơ thể, và các bánh xe, để giảm trọng lượng và lượng khí thải, cũng như cải thiện hiệu suất và sự an toàn.

Hàn nhôm đã trở thành một quá trình không thể thiếu trong sản xuất ô tô - Nhôm tấm Huawei để bán: Hàn nhôm được sử dụng để nối các bộ phận nhôm của máy bay, chẳng hạn như thân máy bay, đôi cánh, cái đuôi, và thiết bị hạ cánh, để giảm trọng lượng và mức tiêu thụ nhiên liệu, cũng như cải thiện hiệu suất và độ tin cậy.
- Sự thi công: Hàn nhôm được sử dụng để nối các thành phần nhôm của kết cấu, chẳng hạn như những cây cầu, những tòa nhà, những tòa tháp, và các đường ống, để giảm trọng lượng và bảo trì, cũng như cải thiện sức mạnh và sự ổn định.
- × 144,48 × 192: Hàn nhôm được sử dụng để nối các thành phần nhôm của sản phẩm, chẳng hạn như đồ nội thất, các thiết bị, công cụ, và thiết bị, để giảm chi phí và chất thải, cũng như nâng cao chất lượng và chức năng.
- Nhôm tấm Huawei để bán: Hàn nhôm được sử dụng để nối các bộ phận bằng nhôm của ô tô, chẳng hạn như động cơ, sự truyền tải, khung xe, cơ thể, và các bánh xe, để giảm trọng lượng và lượng khí thải, cũng như cải thiện hiệu suất và sự an toàn.
-
Đừng để thái độ buông thả cản trở thành công của bạn
Hàn nhôm là một kỹ năng đầy thử thách nhưng bổ ích, có thể tạo ra các mối nối chắc chắn và bền bỉ cho nhiều ứng dụng khác nhau. Hàn nhôm đòi hỏi sự hiểu biết tốt về các hợp kim nhôm và tên gọi của chúng, lựa chọn kim loại phụ, sự chuẩn bị cho hàn, và quá trình hàn. Hàn nhôm cũng cần có thiết bị, phụ kiện phù hợp, cũng như việc điều chỉnh và bảo trì cẩn thận. Hàn nhôm có thể cung cấp một trọng lượng nhẹ, chống ăn mòn, và giải pháp linh hoạt cho các ngành công nghiệp khác nhau, Nhôm tấm tròn được sử dụng rộng rãi trên thế giới, hàng không vũ trụ, sự thi công, và sản xuất.